Сразу выводы, чтобы вы понимали, что заберёте из статьи. При правильной настройке точка держит так, что металл начинает рваться рядом, а не по месту прихватки. Во‑вторых, не обязательно покупать фирменную насадку — рабочую приспособу можно сделать из сопла от полуавтомата, и она даже удобнее в работе. В‑третьих, всё решают три параметра: время спота, ампераж и газ — и ниже будут ориентиры под толщины 1,2 мм и 3 мм.
Если вы устали от бесконечных «колдвелдов/точек», которые либо не держат, либо прожигают лист - здесь как раз тот случай, когда режим становится инструментом, а не игрушкой.
Почему режим спот на TIG многих раздражает
Про режим спот обычно говорят в стиле «да что там интересного, всё уже завалено этими точками». Но проблема чаще не в самом режиме, а в том, что его пытаются повторять “на глаз”, без нормальной оснастки и без понимания, что именно настраивается.
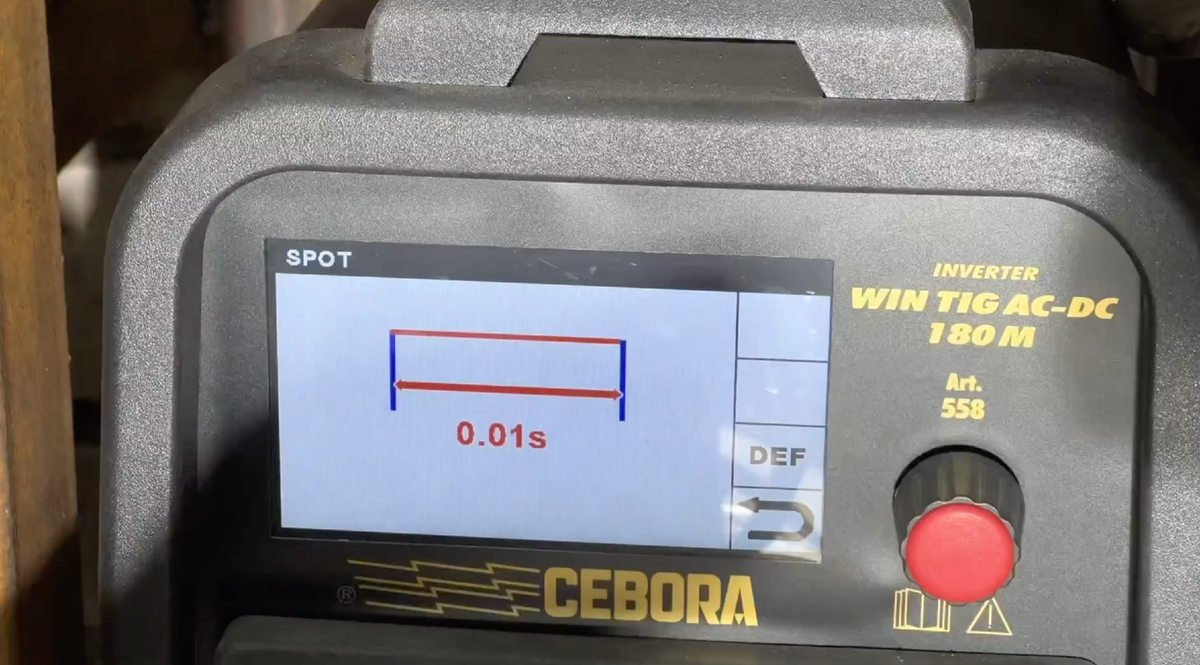
Тестируем на аппарате Cebora WIN TIG AC-DC 180M, но логика настройки применима шире: выбираете спот-режим, задаёте длительность импульса (в секундах), выставляете ток и подстраиваете газ до стабильной, чистой точки без перегрева.
И ещё важная деталь: под такой спот не нужно «вылизывать» заточку вольфрама. Наоборот, часто лучше работает целый (не заострённый) электрод, сварка специфическая, и острый кончик может вести себя хуже.
Настройки спота, что именно крутить и в какой логике
В аппарате выбирается спот-режим, после чего ключевым становится параметр времени: сколько секунд длится «точка». Это и есть тот самый управляемый спот, который либо превратится в крепкую прихватку, либо в дырку.
Дальше по цепочке настраиваются предгаз/продувка и основной ток. В примере показана простая логика, сначала выставить базовые значения, сделать точку на образцах, а потом уже под толщину металла поднимать время и ампераж.
По газу отдельно проговорено важное ограничение: «много нельзя». Ориентир — около 2–3 л/мин, максимум примерно 3. Продувку после можно сделать больше, если газа не жалко, но именно расход на горелке держать умеренным.
Практика на 1,2 мм, точка, которую не оторвёшь руками
На двух пластинах толщиной 1,2 мм демонстрируется, как влияет время спота и ток. При примерно 1,7–1,8 секунды и токе порядка 130 А получилась прихватка с явным проваром: металл «вдавливается», появляется небольшой бугорок — признак того, что точка не декоративная.
Проверка простая и честная: зажим в тиски и попытка оторвать. Итог показательный: соединение не хочет отрываться, а при грубом воздействии начинает вырывать металл рядом. Это ровно то, чего и добиваются от прихватки — чтобы она держала сборку, а не отлетала при первом перекосе.
И тут же звучит важное правило, чем плотнее прижаты детали, тем сильнее получается спот. Это не «магия режима», это механика контакта и теплопередачи.
Толстый металл и “толщина к толщине”, когда нужно добавлять время и амперы
Дальше начинается самое интересное: попытка приварить тонкую пластину к более толстому металлу. На базовой настройке деталь «прихватилась», но её удалось провернуть, значит, энергии на полноценный провар не хватило.
Решение ровно такое, какое и должно быть в мастерской: увеличить длительность спота (пример, 2,5 секунды) и поднять ток (пример 160 А). После этого прихватка становится заметно крепче: провернуть уже не получается.
Затем показан «силовой» вариант: 180 А с увеличенным временем получается капитальный провар. И тут же честная ремарка про эстетику: если делаете деталь «в лицо», этот наплыв, скорее всего, придётся зачищать. То есть настройка всегда балансирует между прочностью и внешним видом.
Рабочий ориентир из опыта: 180 А и 2 секунды (1,2 мм к 3 мм)
В тексте появляется конкретная связка, которую автор называет «идеальной настройкой» для ситуации, где одна деталь около 3 мм, а другая 1,2 мм: 180 А и 2 секунды спота. Получается небольшой провар “чуть выпирает”, но без чрезмерного наплыва и при этом держит уверенно.
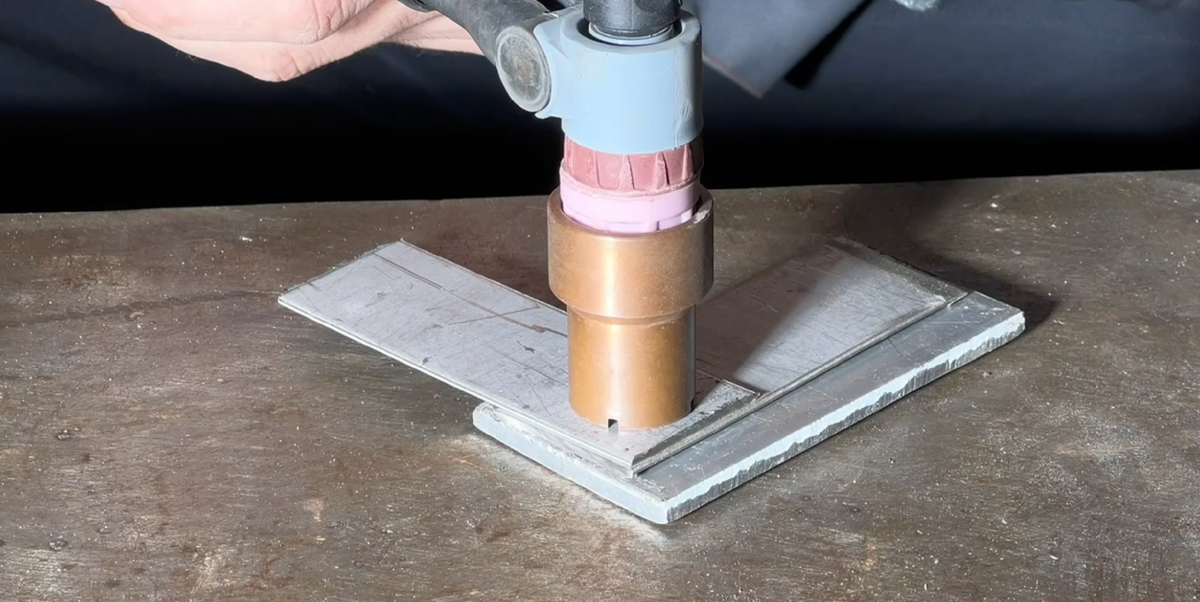
Также показано, что спот можно делать не только «в нахлёст по центру», но и с краю, и даже формировать угол, ставите с краешку, нажимаете/держите, и точка получается там, где обычно сложно «поймать» начало шва.
Где спот на TIG реально выручает
В быту “прямо каждый день” этот режим нужен не всем, но на работе он полезен. И это, пожалуй, лучший вывод: спот не замена сварке, а быстрый способ сборки и фиксации.
Он особенно выручает, когда нужно быстро прихватить детали перед основным швом, собрать крестовины/перемычки, зафиксировать кромки, проверить геометрию, а уже потом варить «по-взрослому». И чем меньше у вас времени на разметку и “прицеливание”, тем сильнее ощущается плюс спота.