🔥 Кейс: Высокая температура расплава и недостаточная производительность при соэкструзии
Проблема:
Трехслойная соэкструдированная пленка из смеси полиэтиленов (LDPE, LLDPE, м-ПЭ) производилась на линии с экструдерами для наружных слоев A и C, имеющими одинаковую геометрию шнека, но перерабатывающими смеси разного состава. Возникли четыре критических проблемы:
1️⃣ Чрезмерный износ — исходный шнек Ø 88,9 мм показал значительный износ.
2️⃣ Недостаточная производительность — 92,9 кг/ч при 69 об/мин было мало для требуемой многослойной структуры.
3️⃣ Пульсации — нестабильность процесса.
4️⃣ Высокая температура расплава — при содержании LLDPE и/или м-ПЭ выше 70% температура превышала допустимые значения, что негативно влияло на однородность смеси и механические свойства пленки.
Цель:
Увеличить производительность не менее чем на 25% при сохранении стабильности процесса и недопущении перегрева расплава.
🔍 Анализ
Диагностика проблем:
Исходный шнек (Ø 88,9 мм, L/D = 25,5) имел интенсивный дисперсионный смеситель (Maddock, 3D) вблизи кончика, что способствовало повышению температуры расплава.
Визуально заметен износ винтовых лопастей.
Высокие температуры расплава (выше 230°C) затрудняли охлаждение и калибровку пузыря при экструзии с раздувом.
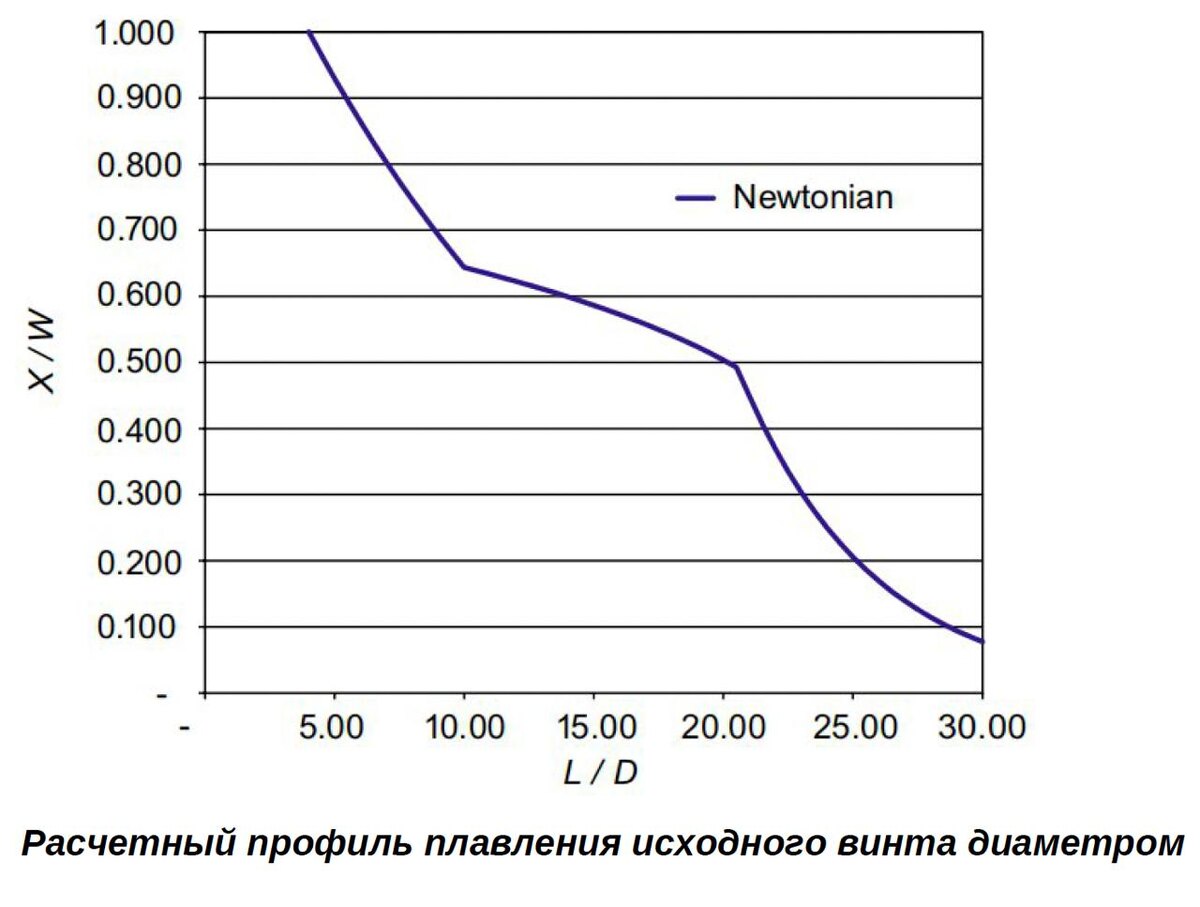
Моделирование процесса:
Рассчитан профиль плавления исходного шнека (SBP по модели Тадмора) при производительности 92,9 кг/ч, 69 об/мин, противодавлении 129 бар.
Подтверждено замедленное плавление, что приводило к проблемам однородности смеси.
Расчетная температура расплава выше 230°C соответствовала экспериментальным наблюдениям.
Геометрия исходного шнека:
Квадратный шаг, степень сжатия 2,6:1 — низкая для экструзии ПЭ.
✅ Решение
Спроектирован новый одношнековый экструдер (Ø 88,9 мм, L/D = 25,5) с:
Барьерной секцией длиной 13D — для интенсивного плавления и отделения твердой фазы.
Распределительным смесителем типа Saxton длиной 2D — для гомогенизации температуры и состава.
Результаты:
Производительность выросла до 120 кг/ч при требуемой скорости вращения шнека.
Температура расплава снизилась до приемлемого уровня.
Изменение свойств пленки во времени устранено.
Трехслойная структура успешно производится без перегрева.
Механические испытания (растяжение, разрыв, удар) подтвердили стабильное качество.
Микрофотография пленки показала отсутствие дефектов и хорошую межслойную адгезию.
#экструзия #соэкструзия #пленка #LLDPE #высокая_температура #производительность #барьерный_шнек #смеситель #Maddock #Saxton #устранение_неполадок #полимеры #технологии #моделирование