Технологический процесс (ТП) — это основа любого производства. Он представляет собой последовательность действий по изменению формы, размеров, свойств или состояния материала. От того, насколько грамотно разработан ТП, зависит себестоимость изделия, его качество и скорость выпуска.
На сегодняшний день в промышленности существуют три основных способа разработки технологических процессов, каждый из которых имеет свои цели, преимущества и ограничения.
1. Разработка по образцу (или «по готовому изделию»)
Это исторически самый старый, но до сих пор распространенный метод (особенно на малых предприятиях).
Суть метода:
Технолог берет готовое изделие (образец) и прототип существующего технологического процесса (часто устаревшего). Задача — скопировать или незначительно изменить и приспособить чужую технологию под свое оборудование.
Особенности разработки:
- Не требуются глубокие теоретические расчеты.
- Акцент на визуальном и измерительном сравнении с эталоном.
Плюсы:
- Минимальные временные затраты на проектирование.
- Не нужна высокая квалификация технолога (достаточно опыта копирования).
- Надежность: процесс уже проверен на другом изделии.
Минусы:
- Консерватизм: вы рискуете скопировать чужие ошибки или неэффективные решения.
- Сложно внедрить инновации (новый инструмент, оборудование).
- Неприменим для уникальных или инновационных деталей.
Пример: Мастерской дали задание изготовить вал. Технолог берет старую технологическую карту на похожий вал, меняет размеры и допуски, оставляя ту же последовательность точения и фрезерования.
2. Разработка по аналогам (или типизация технологических процессов)
Наиболее распространенный в серийном и крупносерийном производстве метод. Основан на классификации деталей по конструкторско-технологическим признакам.
Суть метода:
Для групп деталей, имеющих общие признаки (тело вращения, корпусная деталь, рычаг), создается типовой технологический процесс. При разработке под конкретную деталь берут этот типовой процесс и корректируют его под размеры и требуемую точность.
Основные принципы:
- Классификация деталей (например, «валы гладкие», «валы ступенчатые», «втулки»).
- Унификация оснастки и инструмента.
- Использование групповых наладок станков с ЧПУ.
Плюсы:
- Сокращение времени на подготовку производства (в 3–5 раз быстрее, чем разработка «с нуля»).
- Снижение номенклатуры инструмента и приспособлений.
- Удобно для автоматизированного проектирования (САПР ТП).
Минусы:
- Требуется трудоемкая предварительная работа по классификации деталей.
- Не подходит для единичного (уникального) производства.
Пример: На заводе создан типовой ТП для класса «Корпусные детали». Для нового корпуса редуктора технолог просто выбирает нужную операцию фрезерования базовой плоскости, затем операцию расточки отверстий, меняя только режимы резания и типоразмер фрез.
3. Разработка «с нуля» (индивидуальный метод)
Применяется для единичного, опытного производства или для изготовления уникальных, высокоточных изделий (аэрокосмическая отрасль, прецизионное приборостроение).
Суть метода:
Каждая операция, каждый переход и режим резания рассчитываются заново, исходя из:
- Чертежа детали (размеры, допуски, шероховатость).
- Физико-механических свойств материала.
- Паспортных данных станка (мощность, жесткость, обороты).
- Характеристик режущего инструмента.
Последовательность действий:
- Анализ технологичности конструкции детали.
- Выбор заготовки и метода ее получения.
- Маршрутная технология (последовательность обработки).
- Выбор оборудования и оснастки.
- Расчет припусков, режимов резания (V, S, t) и норм времени.
Плюсы:
- Максимально оптимизированный процесс (минимальная себестоимость и время цикла).
- Возможность достичь самых жестких допусков (до IT5 и выше).
- Полная документированная база для сертификации.
Минусы:
- Огромная трудоемкость (дни или недели на одну деталь).
- Требуется высокая квалификация технолога (знание теории резания, сопромата, материаловедения).
- Высокий риск ошибки в расчетах.
Пример: Разработка ТП для турбинной лопатки нового реактивного двигателя. Никаких аналогов нет, каждое движение инструмента рассчитывается методом конечных элементов.
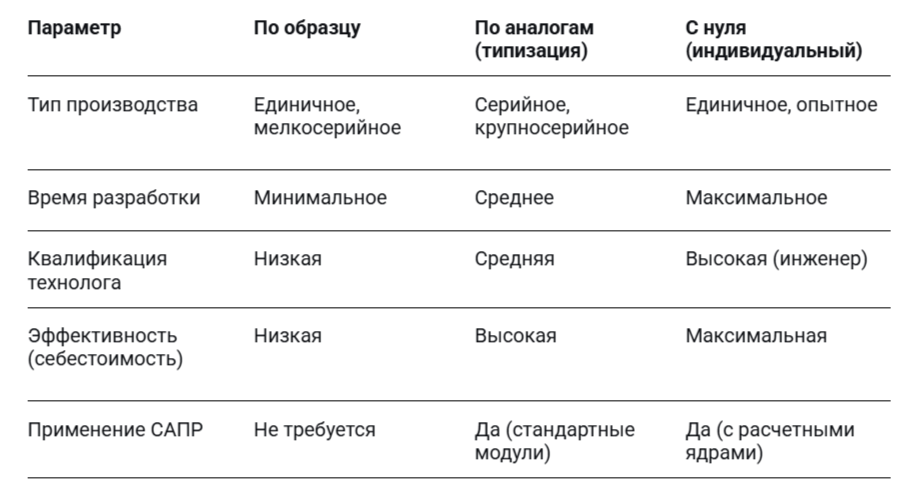
Сравнительная таблица методов
Современные тенденции
В современном машиностроении чистое деление на способы размывается. Наблюдается переход к гибридным подходам и цифровым двойникам:
- CAPP-системы (Computer-Aided Process Planning): Программа сама предлагает маршрут обработки, базируясь на базе знаний типовых процессов, но с индивидуальным расчетом режимов.
- Технология «Knowledge Based Manufacturing» (KBM): Система накапливает опыт технологов и автоматически применяет его к новым деталям.
- Интеграция CAD/CAM/CAE: Технолог работает в единой среде, где 3D-модель содержит всю технологическую информацию (припуски, базы, допуски).
Вывод
Выбор способа разработки технологического процесса — это компромисс между стоимостью подготовки производства и себестоимостью изделия.
- Если вам нужно быстро сделать 3 детали «на коленке» — берите метод по образцу.
- Если у вас серийный выпуск корпусов или валов — внедряйте типизацию.
- Если вы строите ракету или медицинский имплант — только разработка «с нуля» с цифровым моделированием.
Грамотный технолог сегодня должен владеть всеми тремя методами, выбирая оптимальный под конкретную производственную задачу.
На этом всё. Подписывайтесь на канал, чтобы ничего не пропустить…