Приветствую всех инженеров, мейкеров и просто сочувствующих, у кого дома ритмично жужжат шаговые двигатели, а в воздухе витает легкий аромат плавящегося филамента!
Мы с вами живем в потрясающее время. Еще лет десять назад собрать в своей квартире работающий 3D-принтер было сродни запуску шаттла на орбиту — требовались знания шамана, бубен и мешок запчастей с радиорынка. Сегодня же любой школьник может поставить на стол условный сверхскоростной Bambu Lab или старый добрый Ender, нажать пару кнопок в слайсере и получить деталь приемлемого качества. Мы научились калибровать потоки, сушить нейлон в духовке, укрощать капризные фотополимеры и печатать на скоростях, от которых раньше бы станок просто развалился на части.
Казалось бы, потолок пробит. Технология уперлась в физические ограничения плавления пластика. И тут в новостных лентах, на технологических выставках и в блогах начинает всплывать новый, интригующий термин — «5D-печать».
Маркетологи бросаются громкими фразами: «Невероятная прочность!», «Печать без поддержек!», «Пятое измерение в аддитивных технологиях!». Звучит как сюжет дешевого научно-фантастического фильма, правда? Где они нашли еще два измерения? Мы печатаем сквозь время и параллельные вселенные?
Если вы, как и я, привыкли доверять только сухой инженерии и здравому смыслу, давайте отбросим рекламную шелуху. Сегодня мы залезем под капот этого явления. Мы разберем, что такое 5D-печать на самом деле, какие фундаментальные проблемы наших домашних принтеров она решает, почему это невероятно сложно с точки зрения математики и какие реальные, железобетонные системы уже работают прямо сейчас.
Устраивайтесь поудобнее, заваривайте чай. Разговор будет долгим, техническим, но безумно интересным.
Миф о пяти измерениях: давайте определимся с терминами
Для начала давайте выгоним из комнаты маркетологов с их красивыми презентациями и пригласим суровых инженеров с штангенциркулями.
Никакого пятого пространственного или временного измерения в этой технологии нет. Буква «D» (dimension — измерение) здесь используется исключительно ради хайпа и красивого звучания, по аналогии с 3D-печатью. На технически грамотном языке то, что сейчас называют 5D-принтерами, — это 5-осевая аддитивная установка (5-axis 3D printing).
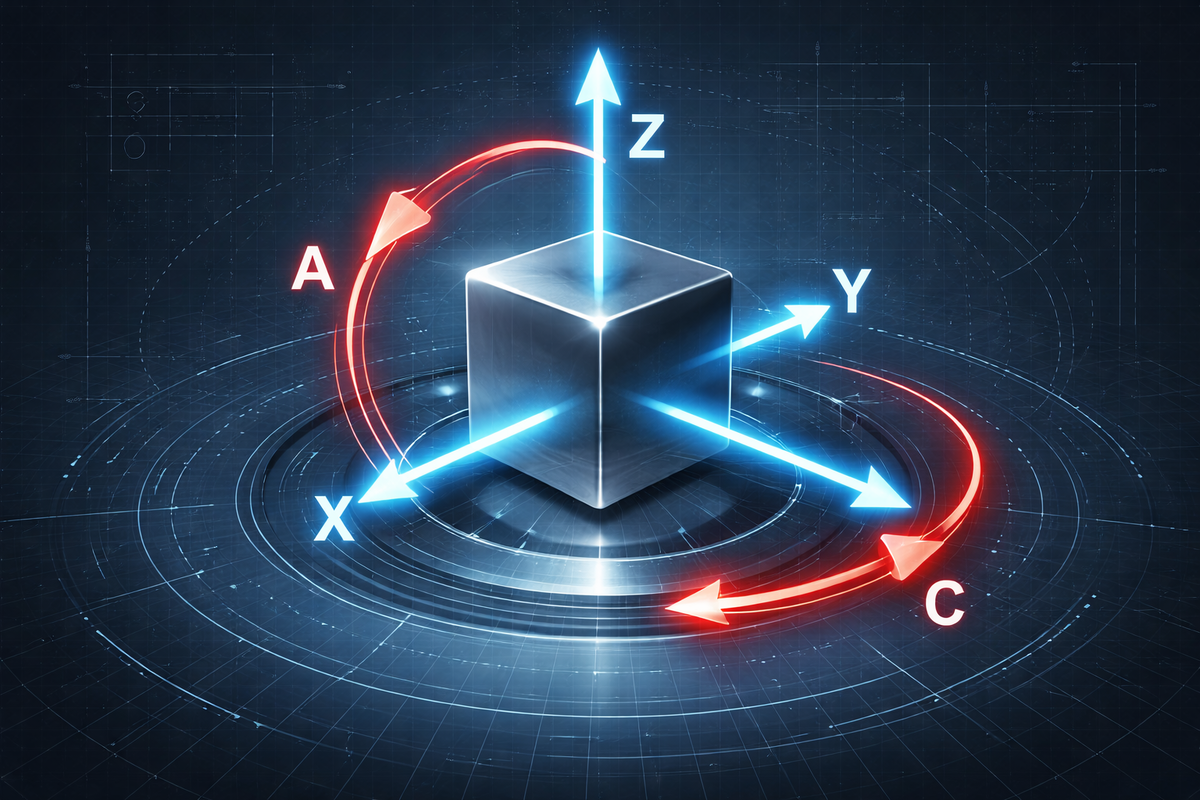
Вспомните свой домашний принтер. Как он работает? У него есть три линейные оси координат: X (влево-вправо), Y (вперед-назад) и Z (вверх-вниз). Сопло экструдера всегда, в любой момент времени, смотрит строго вниз, перпендикулярно печатному столу. Модель нарезается на плоские, параллельные друг другу слои, как батон колбасы. И принтер методично размазывает расплавленный пластик слой за слоем, поднимаясь по оси Z. Это классика.
Что происходит в 5-осевой системе? К трем стандартным линейным осям (X, Y, Z) добавляются две поворотные оси (обычно их называют A и B, или A и C).
Реализуется это двумя путями:
- Наклонный стол. Печатная платформа не просто ездит взад-вперед, она может вращаться вокруг своей оси и наклоняться под углом (вплоть до 90 градусов) по отношению к экструдеру. В этом случае деталь крутится, как на вертеле, подставляя под сопло нужный бок.
- Поворотная голова. Стол остается неподвижным (или двигается только по линейным осям), а сам экструдер висит на сложном шарнирном механизме, который позволяет соплу поворачиваться и подлезать к детали под любым мыслимым углом, подобно руке робота-манипулятора.
То есть, правильнее говорить не о 5D-печати, а о многоосевой кинематике. Но согласитесь, «5D-принтер» продается инвесторам гораздо лучше.
Но зачем вообще нужны эти сложности? Неужели нам мало обычного перемещения по трем осям? Чтобы ответить на этот вопрос, нам нужно признать главную, фундаментальную проблему всей традиционной FDM-печати.
Ахиллесова пята 3D-печати: проклятие оси Z и анизотропия
Если вы когда-нибудь печатали функциональные детали (шестеренки, кронштейны, ручки для инструментов), вы знаете эту боль. Деталь выглядит монолитной, она тяжелая, вы заполнили ее внутри сеткой на 80%. Вы берете ее в руки, пытаетесь согнуть — и она с хрустом ломается пополам. Причем ломается всегда одинаково — по слоям.
В материаловедении это называется анизотропия свойств. Это означает, что деталь имеет разную прочность в зависимости от направления приложенной силы.
Вдоль осей X и Y наша напечатанная деталь невероятно прочна. Там лежат непрерывные, переплетенные нити пластика. А вот по оси Z (по вертикали) деталь держится исключительно на термической адгезии — на том, насколько хорошо верхний, горячий слой пластика успел вплавиться в нижний, уже остывший слой. Это слабое звено. Как бы вы ни настраивали температуру и обдув, прочность на разрыв вдоль оси Z всегда будет в разы ниже, чем по горизонтали. По сути, любая FDM-деталь — это стопка склеенных пластиковых листов. Попробуйте разорвать колоду карт поперек — не выйдет. А вот разделить карты между собой — проще простого.
Именно поэтому перед печатью любого силового кронштейна мы сидим в слайсере и крутим модель так и эдак, пытаясь расположить ее на столе таким образом, чтобы векторы будущей нагрузки шли вдоль слоев, а не поперек них. Это вечный компромисс между прочностью, временем печати и количеством поддержек.
Как 5-осевая печать ломает систему: криволинейные слои
Вот мы и добрались до сути. 5-осевая кинематика нужна не для того, чтобы печатать быстрее, а для того, чтобы печатать принципиально иначе.
За счет того, что сопло может изменять угол наклона относительно детали, принтер больше не обязан печатать плоскими блинами. Он может печатать криволинейными, пространственными траекториями.
Представьте себе печать трубы или цилиндра. Обычный принтер будет печатать ее, накладывая кольцо на кольцо, двигаясь вверх. Если попытаться сломать эту трубу пополам (приложить изгибающее усилие), она легко лопнет по шву между слоями.
А теперь как эту же трубу напечатает 5-осевой принтер. Он напечатает первый плоский слой на столе. Затем он наклонит стол (или экструдер) и начнет «наматывать» слои пластика вокруг поверхности детали. Сопло будет двигаться по сложной дуге, обволакивая деталь, подобно тому, как ткач обматывает ниткой катушку.
Что мы получаем в итоге? Деталь перестает быть «стопкой листов». Слои переплетаются между собой в трехмерном пространстве. Пластиковая нить не просто лежит сверху, она может огибать углы, армировать стенки снаружи, закручиваться спиралью.
Технически, деталь становится изотропной — ее прочность становится одинаковой во всех направлениях. Разорвать такую деталь по слоям почти невозможно, потому что слои идут не параллельно друг другу, а в форме сложных пространственных оболочек. Деталь из обычного дешевого PETG пластика, напечатанная на 5-осевом принтере, может выдерживать колоссальные нагрузки, сопоставимые с алюминиевыми сплавами. Это меняет правила игры для всей инженерии.
Смерть поддержкам: как забыть про кусачки и наждачку
Вторая, не менее раздражающая проблема классической 3D-печати — это нависающие элементы (оверхенги) и мосты. Гравитация бессердечна. Нельзя печатать пластиком по воздуху.
Если у вашей модели есть рука, вытянутая в сторону, или горизонтальный козырек, слайсер заботливо построит под ним «леса» — поддержки. Мы тратим на эти поддержки километры драгоценного пластика, часы времени, а потом, вооружившись кусачками, ножами и нецензурной лексикой, выковыриваем их из детали. А поверхность над поддержками всегда выглядит отвратительно: она шершавая, со следами провисания нитей.
Как эту проблему решает многоосевая система? Гениально просто. Она поворачивает гравитацию себе на пользу.
Когда 5D-принтер доходит до нависающего элемента, он просто наклоняет печатный стол так, чтобы этот элемент оказался смотрящим строго вверх! То, что секунду назад было горизонтальным навесом, требующим поддержек, становится обычной вертикальной стенкой. Принтер допечатывает этот кусок, затем снова поворачивает деталь и продолжает работу.
Никакого перерасхода материала. Никакой постобработки. Вы получаете абсолютно гладкую поверхность со всех сторон детали, потому что весь пластик укладывается с идеальным контактом. Для сложной технической печати (например, внутренних каналов в аэрокосмических деталях, откуда выковырять поддержки просто физически невозможно) это единственное спасение.
Композиты и углеволокно: где 5D показывает истинную мощь
Если вы думаете, что изотропная прочность пластика — это потолок, то пристегните ремни. Настоящая магия 5-осевой кинематики раскрывается при печати композитными материалами — непрерывным углеволокном (карбоном) или кевларом.
Сейчас существуют принтеры, которые могут прокладывать внутри пластиковой детали тончайшую, неразрывную нить углеволокна. Но в обычном 3-осевом принтере эта нить может ложиться только в плоскости X-Y (по горизонтали).
Представьте, что мы печатаем тормозную ручку для мотоцикла. Обычный 3D-принтер проложит карбон горизонтальными слоями. Но нагрузки на ручку идут под самыми разными углами.
5-осевой принтер способен проложить непрерывную карбоновую нить строго вдоль линий напряжения, огибая деталь в пространстве. Он может связать углеволокном все крепежные отверстия, обмотать нитью углы и создать пространственный силовой каркас внутри пластиковой оболочки. Такая деталь получается в разы легче металлической, но при этом превосходит ее по прочности на разрыв. Именно поэтому этой технологией так одержимы в авиации, космонавтике и при производстве гоночных болидов.
Реальные примеры: кто уже делает 5D-принтеры?
Все это звучит как теория, но давайте посмотрим на реальное железо, которое уже существует на рынке.
1. Отечественная революция: StereoTech (Стереотек)
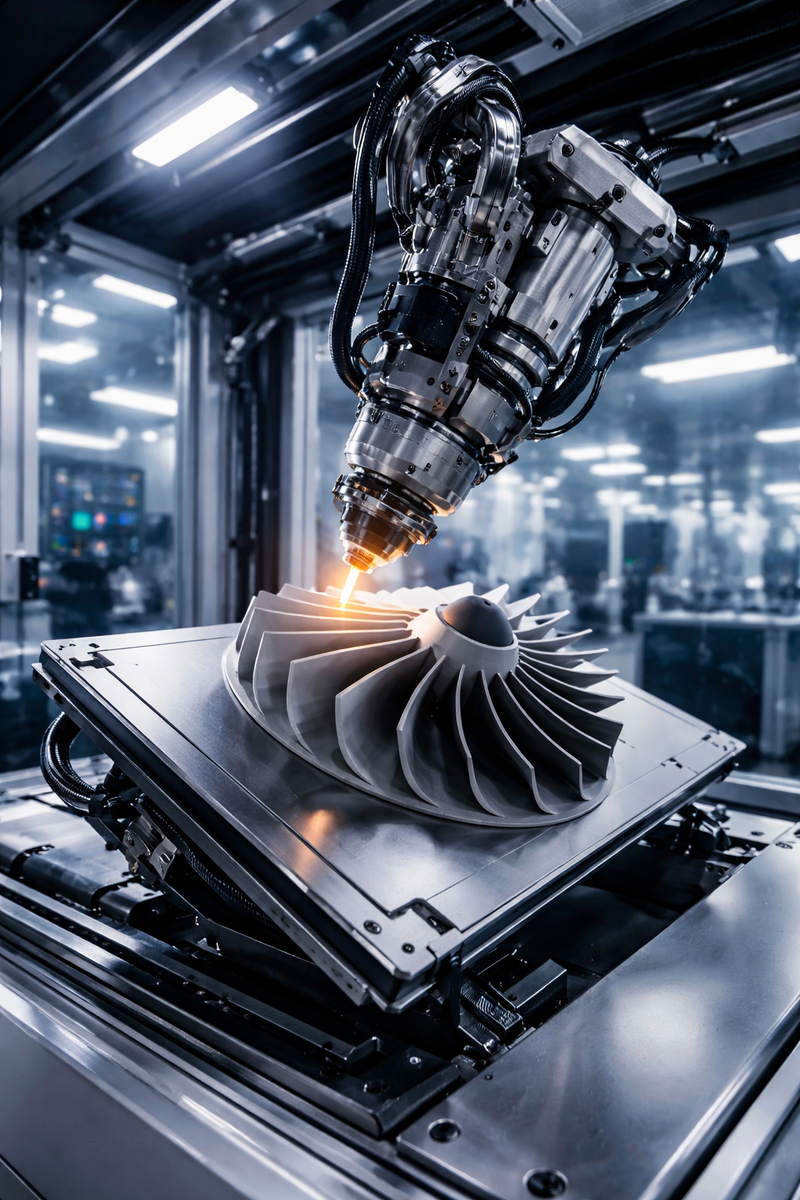
Не могу не упомянуть ребят из Волгограда. Компания StereoTech (которую, собственно, и считают одними из главных популяризаторов термина "5D-печать") создала потрясающе интересные настольные и промышленные системы. Их флагманские модели выглядят как классический принтер, но внутри у них сложная кинематика с наклонно-поворотным столом.
Они сделали ставку именно на прочность и импортозамещение запчастей для промышленности. Их принтеры печатают крыльчатки насосов, сложные муфты и шестерни, обволакивая их пластиком. То, что на обычном принтере развалилось бы в узле станка через день, деталь от Стереотека держит месяцами, заменяя оригинальные фрезерованные металлические или отлитые из полиуретана детали. Это потрясающий пример того, как многоосевая технология работает на реальных заводах, сокращая простои оборудования.
2. Промышленные гиганты: Mitsubishi, Hage3D и роботизированные ячейки
Крупные игроки мыслят масштабно. Вместо того чтобы изобретать кинематику внутри кубического корпуса, они берут промышленных 6-осевых роботов-манипуляторов (как те, что варят кузова автомобилей на заводах) и вешают на их «руку» мощный экструдер.
Такие системы могут печатать детали размером с автомобиль. Робот двигается в пространстве абсолютно свободно. Он может начать печать детали на столе, потом поднять ее, развернуть и допечатать с другой стороны. Это уже не просто принтер, это полноценная аддитивная роботизированная ячейка. Ценник на такие комплексы начинается от сотен тысяч долларов, но в масштабах судостроения или авиации это копейки.
3. Энтузиасты и DIY: Моды на Voron и кастомные проекты
А что же наше мейкерское сообщество? Вы думаете, самоделкины сидят сложа руки? Как бы не так!
В сети уже можно найти десятки открытых проектов, где энтузиасты берут мощные кинематики типа Voron или RatRig и проектируют для них 5-осевые поворотные головы (Toolheads). Напечатанные на 3D-принтере миниатюрные волновые редукторы, крошечные шаговые двигатели Nema 8 — и вот уже домашний принтер начинает кивать экструдером, как инопланетный механизм. Да, эти системы пока сырые, они страдают от люфтов (ведь любая ошибка в повороте головы на долю градуса дает смещение сопла на миллиметры), но прогресс не остановить. Лет пять назад и линейные рельсы на домашних принтерах казались роскошью.
Слон в посудной лавке: почему 5D-печать еще не стоит у вас на столе?
Если технология так прекрасна, если она решает все проблемы аддитивного производства, почему мы до сих пор не покупаем 5-осевые принтеры на распродажах за условные 300 долларов? Почему рынок домашних принтеров все еще топчется в 3-х осях?
Ответ кроется не в железе. Сделать наклонный стол с парой лишних моторов не так уж сложно и дорого. Главный тормоз прогресса — программное обеспечение.
Вспомните процесс подготовки к классической 3-осевой печати. Вы кидаете STL-модель в слайсер, он тупо режет ее плоскостями по оси Z, генерирует маршрут сопла в двумерной плоскости слоя (G-code) и отдает на печать. Это простая геометрия, с которой легко справляются бесплатные программы вроде Cura, PrusaSlicer или Orca.
С 5-осевой печатью начинается настоящий математический ад.
Программе нужно не просто нарезать модель. Ей нужно:
- Проанализировать геометрию детали в трехмерном пространстве.
- Понять, в каких местах находятся нависания, и рассчитать, в какой момент и на какой градус нужно наклонить стол или голову, чтобы напечатать их без поддержек.
- Построить сложные криволинейные слои для обеспечения изотропной прочности.
- Рассчитать кинематику самого станка. Если стол наклоняется, сопло должно одновременно двигаться по сложной дуге, чтобы оставаться в одной точке относительно вращающейся детали. Это называется Inverse Kinematics (обратная кинематика).
- И самое главное — предотвратить столкновения (Коллизии). Слайсер должен гарантировать, что при сложном развороте сопло не врежется в уже напечатанную часть модели или в край стола.
Написать такой слайсер — задача колоссальной сложности. Коммерческие CAM-программы для 5-осевых фрезерных станков с ЧПУ (которые занимаются похожей математикой, только удаляя материал, а не добавляя его) стоят десятки тысяч долларов за лицензию. Они требуют долгого обучения оператора. Нельзя просто нажать кнопку «Слайсить и в бой». Каждую сложную деталь инженер программирует индивидуально, задавая векторы наклона.
Пока на рынке не появится интуитивно понятный, «умный» слайсер для многоосевой печати, способный делать всю математику за пользователя по нажатию одной кнопки, эта технология останется уделом заводов, исследовательских институтов и самых упорных энтузиастов-программистов.
Компании вроде того же StereoTech проделали огромную работу по созданию собственного ПО, но это закрытые экосистемы, привязанные к конкретному оборудованию. Универсального «народного» решения пока нет.
Будущее уже здесь, но распределено неравномерно
Итак, 5D-принтеры — маркетинг это или революция?
Термин «5D» — это, безусловно, маркетинг чистой воды. Но за ним скрывается реальная, мощная, абсолютно прорывная технология 5-осевой печати. Это не эволюция классического FDM, это совершенно иная ветвь развития, которая берет лучшее от аддитивных технологий и промышленной ЧПУ-обработки.
Отправят ли они наши домашние 3-осевые станки на свалку в ближайшие пару лет? Точно нет. Для того чтобы напечатать фигурку на полку, держатель для провода, горшок для цветка или корпус для самодельной электроники, классического быстрого принтера хватает за глаза. Он дешев, надежен, а софт для него вылизан до идеала.
Но в сфере функционального прототипирования, производства запчастей, авиации, робототехники и автомобилестроения 5-осевая печать уже вытесняет традиционные методы. Возможность вырастить из высокотемпературного пластика и карбона деталь со сложнейшей внутренней геометрией без поддержек и с прочностью металла — это Святой Грааль для любого конструкторского бюро.
А что касается нас, обычных мейкеров, сидящих в своих квартирах и мастерских… Давайте просто подождем. Вспомните: еще недавно мы вручную клеили каптон на стеклянные столы, чтобы деталь не отвалилась. Сегодня принтеры сами сканируют поверхность лазером, измеряют резонансы и меняют катушки с пластиком по ходу дела.
Технологии дешевеют стремительно. Мощности домашних компьютеров уже с лихвой хватает для расчета любой обратной кинематики. И я абсолютно уверен, что не за горами тот день, когда кто-то из гигантов индустрии (возможно, тот же Bambu Lab или Prusa) выкатит на рынок потребительский принтер с поворотной головой и умным слайсером за вменяемые деньги.
И вот тогда мы с вами навсегда забудем, как пахнут растворимые поддержки и как хрустит деталь, расслаивающаяся по оси Z.
А пока — сушите пластик, калибруйте столы и не переставайте творить!
В Telegram, ВК и Макс я делюсь тем, что не всегда подходит для формата Дзена: бесплатные STL, короткие наблюдения, рабочие заметки и апдейты.
👉 Канал в телеграмм 3Д печатник