Привет. Я инженер MLLM и я случайно создал инструмент который мы теперь успешно тестируем как продукт. В этой небольшой статье я вам его покажу и расскажу о нём.

😤 Ты знаешь это чувство
Полночь. Принтер заканчивает деталь. Ты ждал 6 часов. Достаёшь её, тёплую, с запахом горячего PLA — и пробуешь вставить в паз корпуса.
Не лезет.
0.3 мм. Паршивые 0.3 мм, которые ты не учёл из-за термального расширения и допусков своего конкретного принтера. Деталь идёт в мусор. Следующая итерация — ещё 6 часов. Ещё $4 пластика. Ещё одна ночь.
Это не случайность. Это системная проблема, с которой сталкивается каждый мейкер, который делает snap-fit соединения, прессовые посадки или любую механику с точными зазорами.
Расчёт допусков вручную — это неуважение к инженерному времени. И это должно быть автоматизировано.
🔩 Откуда берётся эта боль
Когда ты проектируешь деталь в Blender или Fusion — ты живёшь в идеальном цифровом мире. Размер 20.00 мм означает ровно 20.00 мм. Стенка 1.2 мм — это 1.2 мм.
FDM-принтер живёт в другом мире.
Вот что происходит с твоей "идеальной" геометрией на пути к физической детали:
- Термальное расширение — горячий пластик остывает и сжимается. Коэффициент зависит от материала: PLA, PETG и ABS ведут себя по-разному.
- Слоевая погрешность — FFF-печать — это не токарный станок. Реальный диаметр экструзии гуляет.
- Слоновья нога (elephant foot) — первый слой чуть расплющивается на кровати. Минус 0.1–0.3 мм на нижней геометрии.
- Переплавление внешних контуров — перекрытие периметров дополнительно "раздувает" деталь наружу.
В сумме — твой идеальный цилиндр 20.00 мм на выходе принтера может оказаться 20.35 мм. И если ты не заложил это в модель заранее, snap-fit соединение либо не защёлкнется вообще, либо треснет при первом же усилии.
Правило 1 мм здесь не работает. Нужны точные зазоры под конкретный тип соединения: скользящая посадка, прессовая посадка, snap-fit с защёлкой.
Лично от меня: я так же сам делаю разные фигурки-конструкторы и скажу честно меня прям бесило то, что некоторые мои пазы просто не входят дург в друга или ломаются. По этому, в поиске решения мы с моим коллегой из MLLM и разработали данный инструмент. После начала его использования даже на самой первой версии, я собрал новый конструктор с первого раза. С первого... я не мог поверить глазам что у меня всё сошлось миллиметр в миллиметр с первого раза. Я очень благодарен за этот инструмент.
⚙️ Что такое PrintTolerance Pro
Мы в MLLM Studio разработали Python-аддон для Blender, который решает эту проблему на уровне модели — до того, как вы нажмёте "Печать".
PrintTolerance Pro — это не просто скрипт-сдвигалка. Это алгоритм, который:
Как это работает
- Анализирует геометрию — аддон определяет тип поверхности: внутренняя/внешняя, ось ориентации на столе, характер соединения.
- Применяет профиль допуска — на основе выбранного типа посадки (sliding fit, press fit, snap-fit) вычисляет необходимый зазор с учётом материала.
- Модифицирует меш — смещение применяется напрямую к вершинам модели. Никаких мануальных правок. Никакой математики в голове.
Поддерживаемые типы посадок
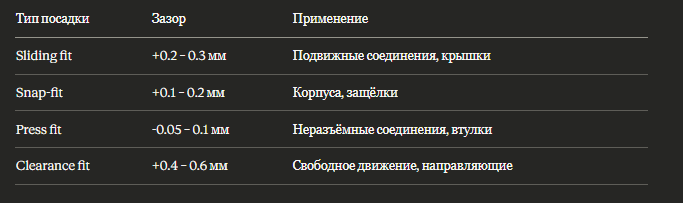
Что это даёт на практике
- ✅ Первая распечатанная деталь встаёт на место с нужным усилием
- ✅ Никаких напильников, наждачки и "доработки напильником"
- ✅ Итерации сокращаются с 4–6 до 1–2 в среднем
- ✅ Экономия пластика и машинного времени — реальная, измеримая
🧠 Философия MLLM Studio
Мы не делаем "просто утилиты".
В MLLM Studio мы убеждены, что настоящая ценность технологий — не в автоматизации ради автоматизации, а в фундаментальном освобождении человеческого интеллекта от деградирующего физического труда.
Инженер, который тратит вечер на шкурение детали — это потерянный инженер. Это человек, чей мозг мог проектировать механизм следующего уровня, а вместо этого решает задачу, которую алгоритм закрывает за 200 миллисекунд.
Мы строим инструменты, где человек задаёт намерение, а машина исполняет точность. Так должен работать симбиоз между мейкером и технологиями в 2026 году.
PrintTolerance Pro — один из таких инструментов. Небольшой. Конкретный. Но он возвращает несколько часов твоей жизни в неделю и убирает один из самых раздражающих источников ошибок в прототипировании.
🚀 Как начать
Аддон работает в Blender 5.1.0. Установка стандартная — через Edit → Preferences → Add-ons → Install.
После установки в N-панели появляется вкладка Boolean Tools. Выбираешь объект который нужно вырезать, выбираешь тот в ком нужен вырез. Устанавливаешь в настройках Точность и "мы применяли 0.003 для простого соединения кубов" и жмёшь на "Apply".
Никаких сторонних зависимостей. Чистый Python. Работает оффлайн.
📥 Скачать и поддержать исследования
Мы выложили этот инструмент в открытый доступ — потому что сообщество инженеров должно расти, а не тормозить из-за задач, которые давно решены алгоритмически.
Скачать исходный код, следить за развитием проекта и поддержать исследования MLLM Studio можно на нашем Boosty:
👉 [ССЫЛКА НА BOOSTY]
Там же — много чего ещё будет по этой технологии и по остальным, но пока опубликовали первую версию в открытый доступ, спасибо, что прочитал :)
Если инструмент сэкономил тебе хотя бы одну итерацию печати — поделись статьёй с тем, кто всё ещё шкурит свои детали вручную.