Передовой опыт Xiaomi: «Причины и решения проблемы избыточного образования гофр на боковине Xiaomi» (разбор статьи из китайского журнала «Инструментальная промышленность» от 28.02.2026).
Китайцы продолжают удивлять: в новейшей статье, обобщающей опыт подразделения технологии штамповки Xiaomi в производстве и запуске штампов боковин, они подробно и скрупулезно разбирают тему образования гофр/складок на переходе с вытяжки, и связанных с этим трудностей, и дают рекомендации по их решению, которые нельзя игнорировать.
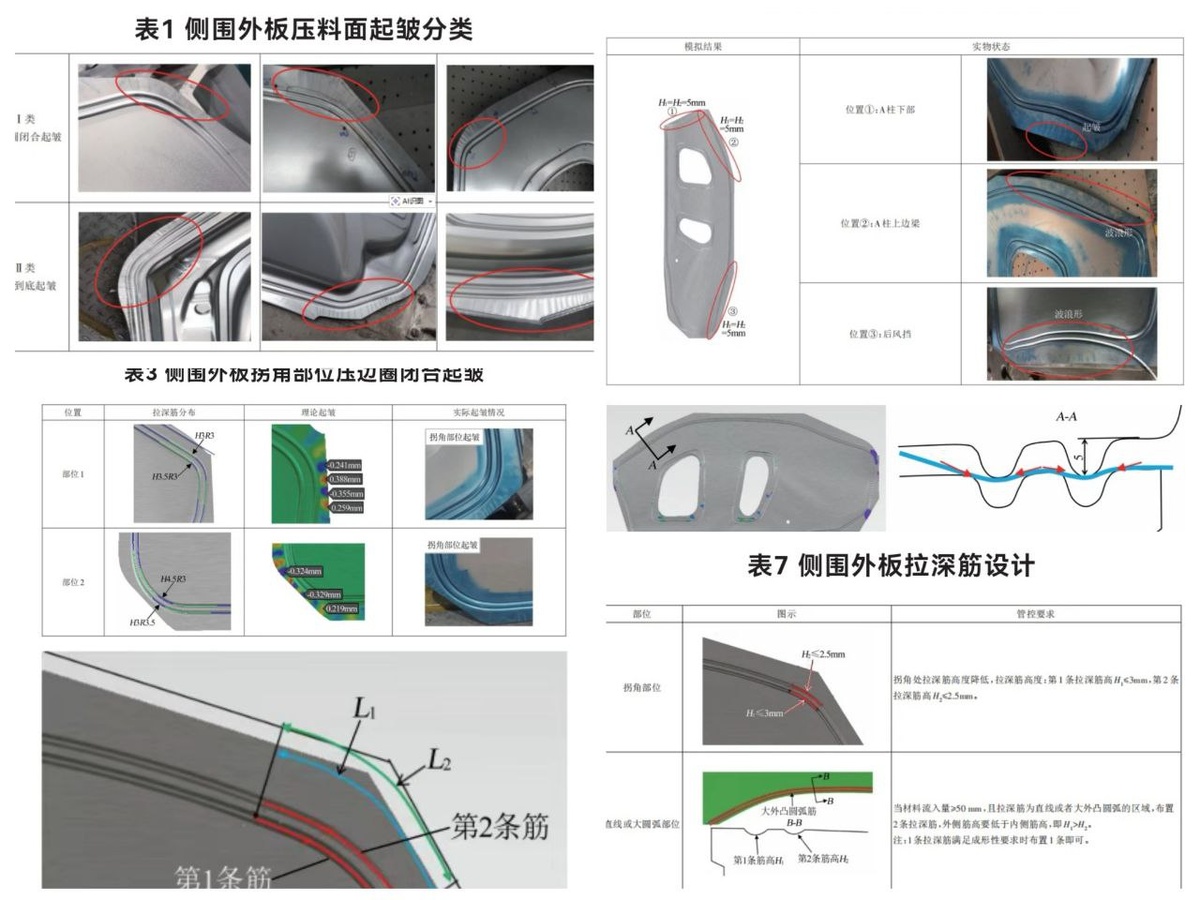
«При компьютерном моделировании процесса вытяжки образование гофр для зоны двустороннего контакта может быть детектировано с помощью измерения высоты дефекта, с допустимым (разрешенным) диапазоном от -0,5 мм до +0,5 мм. Высоты и глубины гофр, превышающие эти значения, считаются существенными отклонениями. Софт для симуляций предсказывает и позволяет решить потенциальные проблемы во время разработки технологии, чтобы минимизировать работы при наладке штампов. Однако результаты компьютерного моделирования часто не полностью совпадают с актуальным положением вещей. Поэтому необходимо анализировать факторы, влияющие на образование гофр, сопоставляя их с совокупным процессом изготовления и наладки штампа, а не просто слепо полагаться на теоретические данные».
Тщательно собранные статистические данные по проблемам гофр на всех запущенных боковинах по ключевым зонам позволили выделить две главные причины:
- неправильный дизайн перетяжных рёбер;
- неправильная работа прижимного кольца (стратегия споттинга).
«Если исключить влияние концепции прижима и и самой технологии, то эти два фактора определяют 90% проблем по гофрам.
Влияние перетяжных рёбер на гофры по прижиму отражается главным образом в двух аспектах:
1) перетяжные рёбра контролируют затягивание листовой заготовки при вытяжке. Настройка таких параметров как высота, ширина, профиль, расположение позволяет в определенной степени контролировать скорость и направление движения листа при смыкании штампов, оптимизируя утяжку материала в процессе формообразования и уменьшая проблемы с гофрами, вызванными чрезмерно быстрым локальным движением листа;
2) перетяжные рёбра влияют на контакт верхней и нижней прижимных поверхностей. Правильно выбранная конфигурация перетяжного ребра улучшает контакт при первоначальном контакте прижима. А это влияет на сам процесс деформации при вытяжке, делая его более стабильным и контролируемым и уменьшая вероятность появления избыточных гофр».
А дальше самое интересное: китайцы описывают, какие закономерности им удалось установить практическим путем, опираясь на вышеуказанные тезисы. Эти эмпирические данные никак не отменяют необходимости проработки процесса методами компьютерного моделирования, но дают важные установочные параметры конфигурации перетяжных рёбер для штампа вытяжки боковин - главным образом, рекомендуемые соотношения высот внешнего и внутреннего рёбер, а также расстояния между ними для разных зон прижима. Разумеется, всё это - часть ноу-хау Xiaomi и должно дополнительно проверяться на практике.
Итак, соотношения высот внутреннего и внешнего рёбер H1 и H2 для получения оптимального уровня гофр:
- для участков сжатия (как правило, угловые зоны) - разница H1 и H2 рекомендуется не более 1,0 мм, а лучше - до 0,5 мм;
- для прямых участков и зон арок внешнее ребро рекомендуется выполнять ниже, чем внутреннее (H1>H2).
Не могу не отметить, что китайцы чётко прописывают необходимость тщательного спаривания прижима и получения годного споттинга - очень наглядно показана разница между состоянием прижима по гофрам при споттинге 60% (ужасно) и 85% (превосходно).
Ещё одно подтверждение тщательности проработки технологии штамповки китайцами - даже у «новичков» Xiaomi. #benchmarking #xiaomi #немного_матчасти #переводы