Проблема TIG-наплавки нержавейки обычно не в том, что «аппарат слабый». Проблема в другом, режим вроде бы держится, а деталь ведёт, основа перегревается, наплав “плывёт”, и из стабильного процесса получается лотерея. Особенно когда работа идёт на повышенных токах и по капризной геометрии.
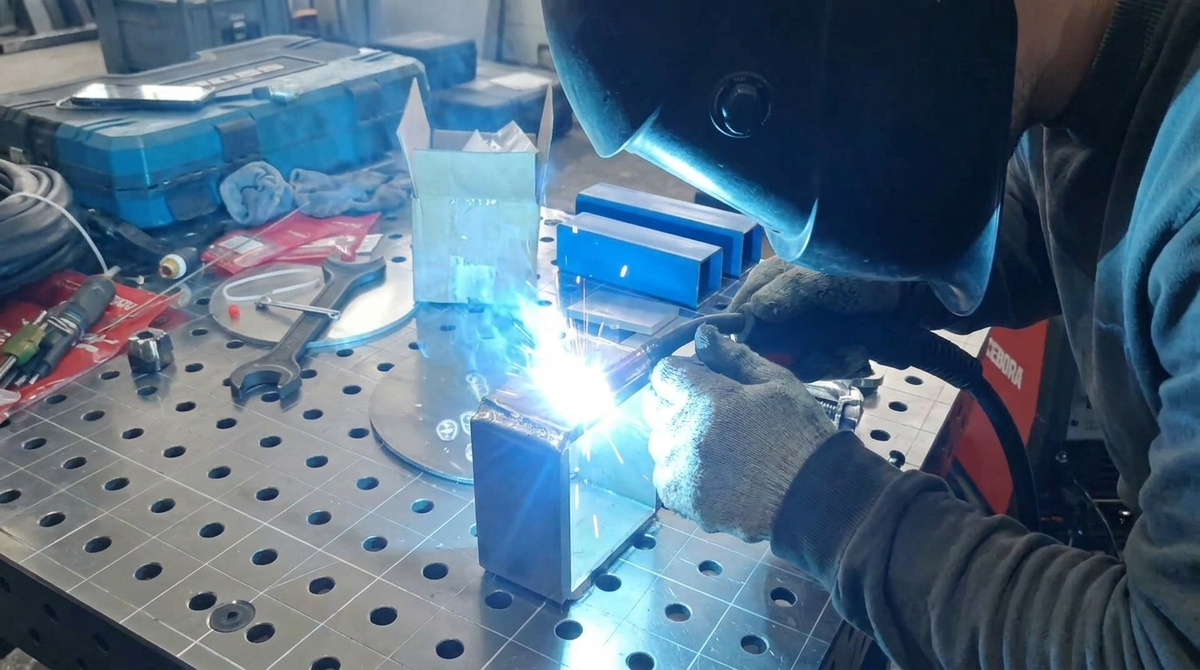
В таких задачах решает не «секретный лайфхак», а дисциплина процесса: понятная логика подбора тока и скорости, контроль тепловложения по мере прогрева детали и стабильная дуга, которая не заставляет сварщика постоянно подстраиваться. Ниже разберем кейс TIG-наплавки нержавеющей стали на примере работы с Cebora WIN TIG с Cebora WIN TIG 450T и объясним, что реально влияет на повторяемость результата.
Почему на больших токах наплавка нержавейки начинает “разваливаться”
На токах порядка 220 А и выше чаще всего вылезают три типовые истории. Первая перегрев основы: растёт ванна, пада корректет управляемость, ухудшается формирование валика и увеличивается риск деформации. Вторая — нестабильность геометрии слоя: наплав получается то «пухлым», то проваленным, а значит потом растут затраты на мехобработку. Третья — деградация качества поверхности из‑за повышенного тепловложения: следы перегреваировать, лишние цвета побежалости, а иногда и проблемы с защитой, если газ/поддув организованы неидеально.
Поэтому для серии важна не максимальная мощность, а управляемость и повторяемость: чтобы дуга держалась одинаково и в начале, и после прогрева детали, а без “качелей”.
Подбор тока и тепловложения: логика вместо угадывания
В кейсе, который вы описали, идея правильная: не упираться в ток «в потолок», а искать диапазон, где ванна управляемая, а наплав формируется с нужным объёмом без перегрева основы. Для TIG-наплавки нержавейки в реальных цеховых условиях часто приходится уходить с условных 220 А в более рабочий диапазон и компенсировать объём наплава подачей присадки и скоростью ведения.
Важно уточнить: итоговые цифры (180–200 А, диаметр присадки 3 мм, скорость “чуть выше средней”) нельзя объявлять универсальным рецептом. Они зависят от толщины и марки основы, требуемой толщины наплава, теплопроводности детали, протяжённости шва, положения в пространстве, качества поддува и даже от того, какая горелка и какой фактический расход газа. Но как принцип - да, снижать тепловложение и держать ванну «короткой» для нержавейки почти всегда выгоднее, чем разгонять ток и потом бороться с последствиями.
Три практических приёма, которые действительно повышают повторяемость
Первое — управлять режимом по мере прогрева детали. По мере того как массив детали выходит на температуру, тот же ток начинает давать большее тепловложение в ванну, а значит ванна становится более “ленивой” и труднее формируется. Поэтому корректировка тока вниз по ходу работы — нормальная производственная практика. Делать это стоит не “на глаз”, а ориентируясь на поведение ванны и на то, как держится форма валика. Если вы используете пирометр или термокарандаши — это ещё лучше, но даже без них сварщик по ванне видит момент, когда тепла стало слишком много.

Второе — стабильная геометрия горелки и короткая дуга. Формулировка «держите угол 90°» требует уточнения: в реальной наплавке чаще важнее не строго 90°, а повторяемость угла и минимально возможная длина дуги при нормальной защите газом. Слишком большой наклон ухудшает газовую защиту и может “раздувать” ванну. Слишком длинная дуга увеличивает тепловложение в поверхность и снижает управляемость. Если задача — получить слой, который потом удобно шлифовать «в ноль», то стабильный вылет, короткая дуга и ровная подача присадки дают больше, чем попытка держать идеальные 90° любой ценой.
Третье — использовать аппарат не «как источник тока», а как инструмент стабилизации процесса. В TIG ключевое — насколько ровно и предсказуемо аппарат держит дугу, особенно на сложных режимах и при длительной работе. Cebora WIN TIG 450T рассчитан на производственные нагрузки и даёт возможность тонкой настройки под задачу. При этом важный момент: AC в TIG нужен в первую очередь для алюминия и магния; для нержавейки наплавка обычно ведётся на DC. Поэтому корректнее говорить не про «AC/DC как преимущество именно для нержавейки», а про то, что аппарат в целом обеспечивает стабильную дугу и удобную настройку режима для разных материалов и задач, а в рамках нержавейки предсказуемую работу на DC.