Приветствую всех любителей запаха плавящегося пластика, инженеров домашних мастерских и тех, кто стремится выжать из своего 3D-принтера абсолютный максимум качества!
Если вы занимаетесь 3D-печатью хотя бы пару лет, вы наверняка помните то чувство раздражения, когда идеально спроектированная деталь на экране монитора превращается в хрупкое, полосатое недоразумение на печатном столе. Вы ставите стопроцентное заполнение, выбираете самый прочный PETG или ABS, печатаете, а потом деталь ломается в руках прямо по слоям или по линиям периметра. Вы смотрите на излом и видите там микроскопические пустоты. Откуда они взялись?
А вспомните звук вашего принтера, когда он пытается напечатать тонкую стенку. Этот ужасный, пулеметный треск экструдера. Голова принтера мечется туда-сюда на миллиметр, пытаясь заполнить какую-то невидимую щель, ремни стонут, стол ходит ходуном. Это явление мейкеры прозвали «gap fill» — заполнение зазоров. И долгие годы это было главным проклятием всей индустрии FDM-печати.
Но в последние годы произошла настоящая революция. Она прошла тихо, без громких презентаций новых «железных» флагманов, потому что случилась она исключительно в программном коде. Имя этой революции — алгоритм Arachne (Арахна). Если вы пользуетесь современными версиями Cura, PrusaSlicer, Orca Slicer или Bambu Studio, этот алгоритм уже работает на вас.
Сегодня мы разберем эту магию досконально. Простым, разговорным языком, без заумных формул гидродинамики расплава, мы выясним: как обычная программа заставляет кусок латуни с дыркой менять ширину линии прямо на ходу, почему это делает детали феноменально прочными и как этот алгоритм экономит часы вашей жизни.

Классический слайсинг: геометрия, которая нас ограничивала
Чтобы понять всё величие Arachne, нам нужно вспомнить, как работали слайсеры (программы, нарезающие модель на слои) до его появления. Назовем этот старый метод «классическим генератором периметров».
В основе старой логики лежало одно железобетонное правило: ширина линии — это константа. Величина постоянная и неизменная. Если у вас установлено сопло диаметром 0.4 миллиметра, вы заходили в настройки слайсера и задавали ширину линии периметра, например, 0.45 миллиметра. И слайсер свято верил, что принтер может выдавить только такую линию, и никакую другую.
А теперь представьте, что вы спроектировали коробочку для электроники. Вы сделали стенку толщиной ровно 1.0 миллиметр. Вы загружаете эту модель в старый слайсер. Программа смотрит на стенку и начинает считать:
«Так, мне нужно нарисовать внешний контур. Его толщина 0.45 мм. Затем внутренний контур. Его толщина тоже 0.45 мм. В сумме получилось 0.90 мм. А стенка-то у нас 1.0 миллиметр! Осталась щель шириной 0.1 миллиметра между внешним и внутренним периметром».
Что делал классический слайсер? Он не мог просто взять и нарисовать линию шириной 0.1 мм, потому что мы жестко задали ему ширину 0.45. Поэтому он пытался «замазать» эту щель микроскопическими зигзагами.
Печатающая голова начинала судорожно дергаться. Шаговый двигатель экструдера делал микро-шаг вперед, потом мгновенный откат (ретракт), потом снова шаг вперед. Принтер издавал звуки, похожие на работу перфоратора.
К чему это приводило на практике?
Во-первых, к колоссальному износу механики. Ремни растягивались, шестерни экструдера перетирали пластиковый пруток в труху из-за сотен ретрактов на одном квадратном сантиметре.
Во-вторых, к потере времени. На это бесполезное дерганье уходило больше времени, чем на печать длинных прямых участков.
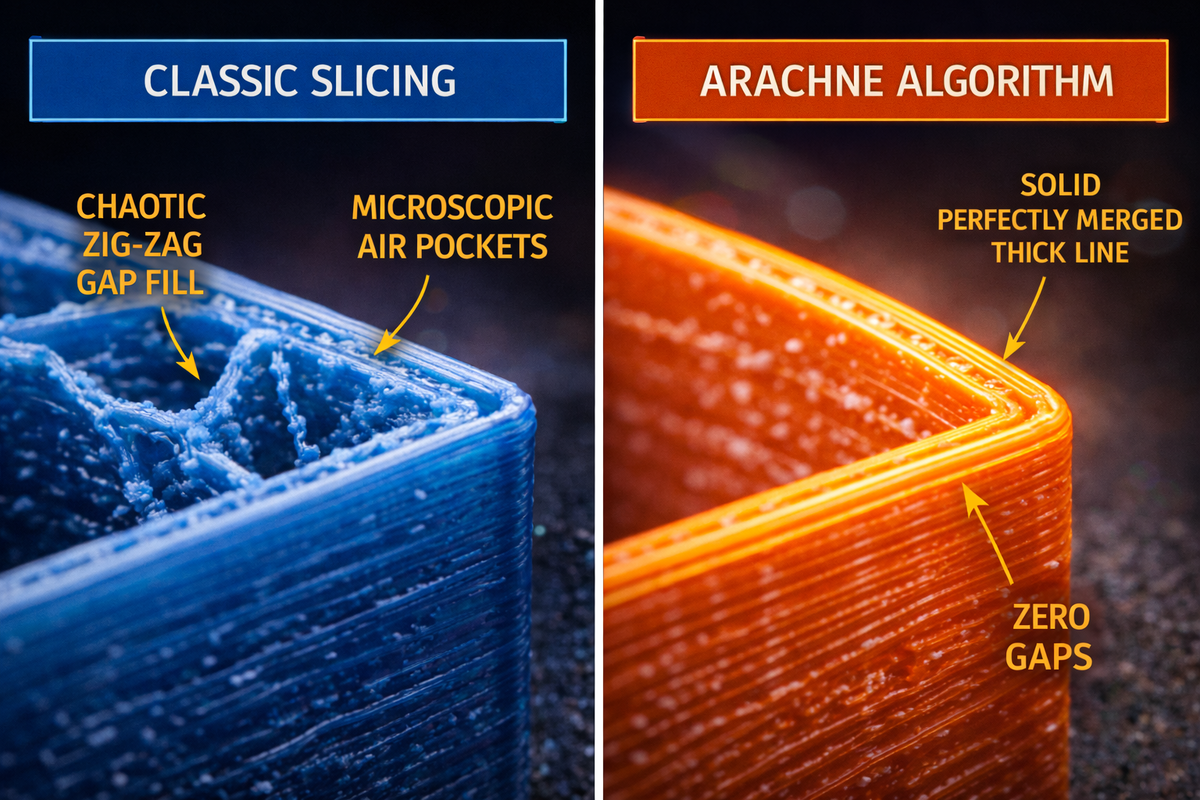
И в-третьих, к катастрофическому падению прочности. Эти микро-зигзаги никогда не ложились идеально. Внутри стенки оставались крошечные пузырьки воздуха. А там, где есть пустота, нет пластика. Там, где нет пластика, возникает точка напряжения (концентратор напряжений). При малейшей нагрузке стенка лопалась именно по этой линии заполнения.
Мейкеры пытались с этим бороться. Мы сидели с калькуляторами и подгоняли толщину стенок в 3D-редакторах так, чтобы она была кратна ширине сопла. Делали стенки строго 0.9 мм, 1.35 мм или 1.8 мм. Это убивало свободу творчества и заставляло инженеров подстраиваться под глупость программы.
Явление Арахны: ткачиха нового поколения
Всё изменилось, когда команда разработчиков Ultimaker Cura представила миру свой новый движок генерации путей, названный Arachne. В греческой мифологии Арахна была непревзойденной ткачихой, и это название подобрано идеально: новый алгоритм не просто рисует линии, он ткет монолитное полотно детали.
Суть алгоритма гениальна в своей простоте, но невероятно сложна в математической реализации. Разработчики задали слайсеру новый вопрос: «А почему мы решили, что ширина линии должна быть одинаковой?».
Физика процесса экструзии (выдавливания) расплавленного пластика такова, что сопло диаметром 0.4 мм не обязано печатать линию строго 0.4 мм. Если мы подадим в хотенд чуть больше пластика под давлением, расплавленная масса, выходя из отверстия, будет раздавливаться плоским кончиком сопла. Таким образом, сопло 0.4 мм может совершенно спокойно, без потери качества, нарисовать линию шириной 0.6 мм или даже 0.7 мм. А если мы слегка убавим подачу пластика и чуть растянем его за счет движения головы, мы можем нарисовать тонкую нить шириной 0.3 мм.
Arachne взял эту физическую особенность и сделал ее базовым принципом слайсинга. Алгоритм получил право динамически менять ширину экструзии прямо в процессе прохождения одного контура.
Давайте вернемся к нашей коробочке со стенкой 1.0 миллиметр.
Как работает Arachne сегодня? Программа смотрит на стенку и говорит: «Окей, общая толщина один миллиметр. Вместо того чтобы рисовать две линии по 0.45 и пытаться замазать дырку посередине, я просто нарисую две линии, но шириной ровно по 0.5 миллиметра каждая!».
Печатающая голова делает два абсолютно ровных, плавных и тихих прохода. Никаких вибраций. Никаких ретрактов. Никакого «gap fill». Линии идеально, под давлением, прижимаются друг к другу еще в расплавленном состоянии, образуя монолитный кусок пластика без единого пузырька воздуха.
А если стенка сужается? Например, это лезвие декоративного ножа или острый плавник ракеты, где толщина плавно падает с 2 миллиметров до нуля?
Старый слайсер рисовал бы ступеньки и обрывал линии на полпути, оставляя дыры. Arachne просто начнет плавно уменьшать подачу пластика по мере сужения стенки. Линия будет становиться всё тоньше и тоньше, пока не сойдет на нет точно на острие модели.
Как физика делает деталь неубиваемой
Давайте подробнее остановимся на том, почему детали, нарезанные новым алгоритмом, получаются настолько прочными. Это не просто маркетинговый ход, это чистая физика полимеров и механика конструкций.
Когда вы печатаете функциональную деталь — например, кронштейн для полки или шестерню для редуктора — её прочность зависит не столько от выбранного материала, сколько от плотности укладки линий и качества их спекания.
Старый метод с заполнением зазоров зигзагами создавал внутри детали хаос. Представьте себе две ровные доски, между которыми насыпали опилки, смешанные с клеем. Вроде бы всё заполнено, но при изгибе эта конструкция треснет по шву. Зигзагообразное заполнение — это те самые опилки. Пластик в них ложится хаотично, он успевает частично остыть, пока голова мечется туда-сюда, и поэтому плохо сплавляется с основными ровными стенками (периметрами).
Алгоритм Arachne заменяет эти «опилки» на полноценные, толстые доски. Когда слайсер расширяет линию периметра, чтобы заполнить объем, он увеличивает объемную скорость потока (volumetric flow). Больше горячего, текучего пластика выходит из сопла под большим давлением.
Это избыточное давление заставляет соседние линии (экструзии) буквально вплавляться друг в друга. Они слипаются так крепко, что граница между ними исчезает. Если вы распечатаете тестовый кубик с использованием Arachne, заморозите его и расколете молотком, вы увидите на изломе однородную структуру, больше похожую на литье под давлением в заводскую пресс-форму, чем на послойную 3D-печать.
Особенно ярко это проявляется на цилиндрических и круглых деталях — втулках, проставках, трубах. Раньше печать трубы с толщиной стенки 1.5 мм была рулеткой. Стенка расслаивалась. Теперь Arachne делает два прохода по 0.75 мм, и вы получаете трубу, которая держит давление воды или воздуха не хуже покупной из строительного магазина.
Тексты, логотипы и острые углы: эстетика на новом уровне
Но прочность — это лишь половина дела. Arachne произвел фурор в сфере декоративной и художественной печати. И главная причина тому — работа с мелкими деталями и текстом.
Допустим, вы печатаете визитницу с выпуклым текстом или брелок с логотипом вашей компании. Текст имеет сложную геометрию: засечки на буквах, тонкие хвостики у букв «у» или «р», сужающиеся элементы.
Классический слайсер был слеп. Если хвостик буквы был тоньше, чем заданная ширина линии 0.45 мм, слайсер просто его игнорировал. Он отсекал его, и на печати текст получался рваным, нечитаемым, без мелких деталей. Если вы хотели напечатать текст, вам приходилось покупать сопло 0.2 мм, менять его, заново калибровать принтер и увеличивать время печати в три раза.
Arachne видит всё. Если он натыкается на хвостик буквы шириной 0.25 мм, он не игнорирует его. Он просто говорит принтеру: «Снизь давление в экструдере, сейчас мы нарисуем очень тонкую линию». И стандартным соплом 0.4 мм он аккуратно, ювелирно выводит кончик буквы шириной 0.25 мм.
Текст, нарезанный с помощью Arachne, выглядит феноменально четко. Острые углы на геометрических фигурах (например, вершины пирамид) получаются действительно острыми, а не обрубленными тупыми пеньками. Алгоритм плавно сводит толщину экструзии к минимуму на самой вершине, формируя идеальное острие.
Скорость и тишина: побочные эффекты, которые мы полюбили
Мы часто говорим, что за качество нужно платить временем. Но Arachne — это тот редкий случай в инженерии, когда улучшение качества привело к значительному ускорению процесса.
Как мы уже обсуждали, старые зигзаги (gap fill) требовали огромного количества холостых перемещений (travel moves) и ретрактов. Голова принтера постоянно разгонялась и тормозила. А на ускорения и торможения тратится львиная доля времени печати.
Поскольку Arachne заменяет тысячи мелких, судорожных движений на несколько длинных, непрерывных проходов с утолщенной линией, общее время печати существенно сокращается. На деталях со сложной внутренней геометрией и множеством тонких стенок экономия времени может достигать 15-20%.
Но что еще важнее для домашних мейкеров — это тишина. Если ваш 3D-принтер стоит в комнате, где вы работаете или спите, вы оцените это мгновенно. Принтер перестает «рычать» на заполнении тонких зазоров. Он просто плавно и гипнотически водит головой, издавая лишь ровное гудение вентиляторов. Механика принтера скажет вам огромное спасибо: срок службы ремней, подшипников и шестерней экструдера возрастает, так как они больше не подвергаются ударным знакопеременным нагрузкам каждую секунду.
Настройка и подводные камни: как управлять Арахной
Сегодня алгоритм Arachne включен по умолчанию в большинстве популярных слайсеров. В PrusaSlicer, Orca Slicer и Bambu Studio он находится в разделе настроек периметров (стен) и называется «Генератор периметров: Arachne». В Ultimaker Cura он также стоит в качестве базового движка.
Но это не значит, что он работает как «черный ящик», в который нельзя залезть. Если вы откроете расширенные настройки, вы увидите множество параметров, позволяющих тонко настроить поведение этой виртуальной ткачихи под ваши конкретные нужды.
Основные параметры, которые стоит знать:
Минимальная ширина линии (Minimum line width): Это предел того, насколько алгоритм может «сжать» струю пластика. Обычно его ставят на уровне 60-70% от диаметра сопла. То есть для сопла 0.4 мм минимальная безопасная ширина составит около 0.25 мм. Если сделать меньше, пластик может просто не прилипнуть к предыдущему слою.
Максимальная ширина линии (Maximum line width): Предел расширения. Площадка вокруг отверстия на кончике сопла позволяет раскатывать линию до определенных пределов. Для сопла 0.4 мм максимум обычно ограничивают значением 0.6 или 0.7 мм. Дальше пластик начнет выдавливаться по краям сопла и портить поверхность.
Порог перехода (Transition threshold): Это параметр, который указывает слайсеру, когда пора менять количество линий. Например, если стенка плавно утолщается, слайсер сначала будет увеличивать ширину двух линий, а затем, когда они достигнут максимума, он мгновенно перестроится и начнет рисовать три более тонкие линии. Эти настройки позволяют сделать переход максимально незаметным на внешних поверхностях.
Есть ли ситуации, когда Arachne вредит и лучше вернуть старый «классический» режим?
В 2026 году таких ситуаций осталось крайне мало, но они существуют.
Например, если вы печатаете очень специфические податливые механизмы (compliant mechanisms) в один периметр. Иногда математически жесткая, константная ширина линии важна для точного расчета силы упругости напечатанной пружины.
Также классический движок иногда используют фанаты режима вазы (Vase mode), когда принтер печатает деталь одной непрерывной спиральной линией без отрыва от начала до конца. Хотя современные версии Arachne уже отлично справляются и с этим, некоторые староверы предпочитают предсказуемость старого метода для тонкостенных ваз.
Резюме: новая база для каждого мейкера
Появление алгоритма Arachne и его интеграция во все ведущие слайсеры — это водораздел в истории любительской и профессиональной 3D-печати.
Мы больше не привязаны жесткими рамками к геометрии сопла. Мы больше не слушаем предсмертные хрипы экструдера на заполнении микро-щелей. Мы получили возможность печатать детали, прочность которых ограничена только физико-химическими свойствами самого полимера, а не дефектами укладки.
Если вы долгое время пользовались старыми версиями слайсеров, боялись обновляться из-за того, что «работает — не трогай», или просто не вникали в новые галочки в меню — сделайте это прямо сегодня. Обновите свой любимый слайсер, убедитесь, что в качестве генератора периметров выбран Arachne, и распечатайте деталь, которая раньше доставляла вам проблемы из-за тонких стенок.
Вы увидите, как пластик течет умнее. Как логика программы сливается с физикой материала. И вы поймете, что 3D-печать стала еще на один огромный шаг ближе к абсолютному идеалу домашнего производства. Ровных вам слоев, монолитных стенок и надежной адгезии!
В Telegram, ВК и Макс я делюсь тем, что не всегда подходит для формата Дзена: бесплатные STL, короткие наблюдения, рабочие заметки и апдейты.
👉 Канал в телеграмм 3Д печатник