E‑гели при экструзии: как не дать им родиться на вашей линии
Если гели появляются прямо в процессе экструзии (E‑гели), причина почти всегда в мёртвых зонах, шероховатых поверхностях и загрязнениях. Хорошая новость — всё это контролируется. Ниже — концентрированный набор практик, чтобы E‑гели не «плодились» у вас в шнеке и матрице.
Что исключить в конструкции и потоке:
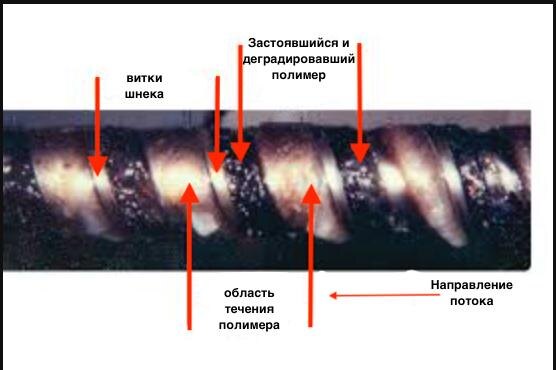
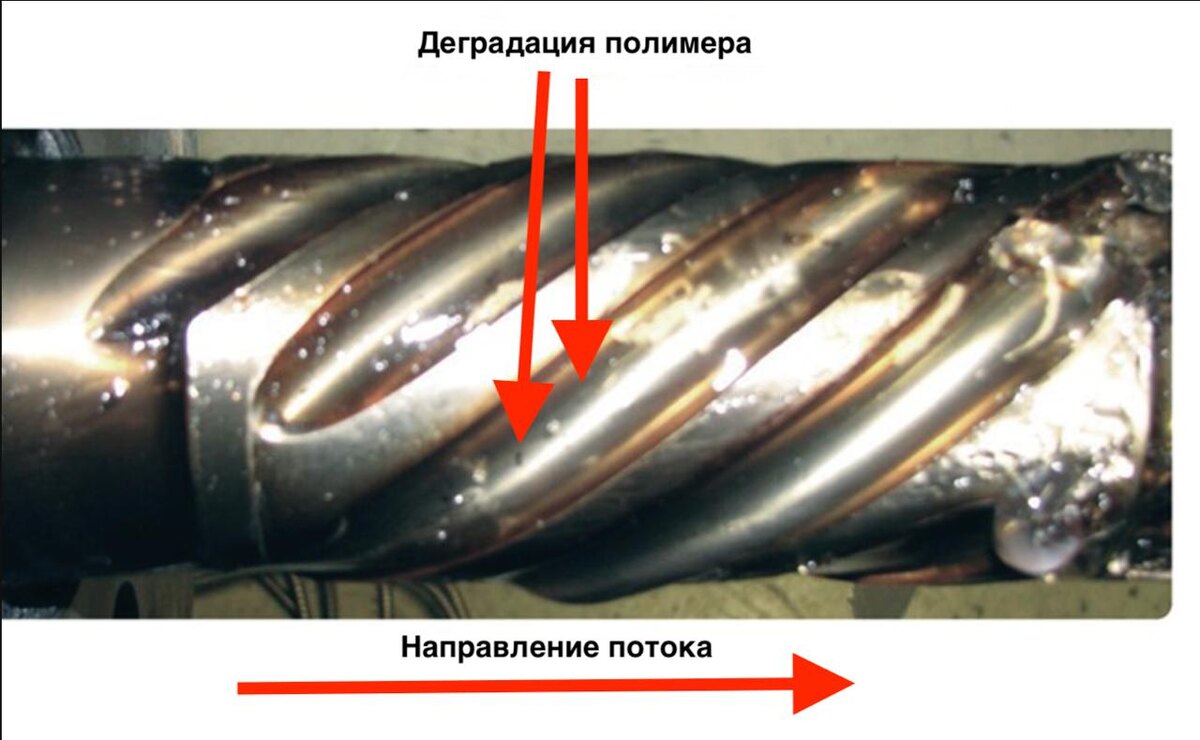
- Искореняйте мёртвые зоны: убеждайтесь, что шнек и матрица имеют обтекаемую геометрию, без карманов и резких ступеней, где расплав может застаиваться.
- Избегайте участков смешивания со склонностью к застою — классический пример: секция смешивания Мэддока. Любые зоны, где материал задерживается, — рассадник деградации и сшивки.
- Плавные переходы в адаптерах и головке, минимизация «мертвых углов» в каналах — мастхэв для стабильного потока.
Состояние поверхностей — критично
- Шнек, цилиндр, адаптеры, головка и матрица должны быть гладкими: без канавок, рисок, царапин, выемок. Любая микронеровность собирает расплав, «пережаривает» его — и вот вам гели.
- Регулярно инспектируйте и при необходимости полируйте/ремонтируйте поверхности. Состояние металла напрямую = уровню дефектов.
Кондиционирование на пуске
- Запускайте экструдер на высокостабилизированном варианте вашего пластика или на совместимом, более стойком к деградации. Такой «прайм» покрывает критические поверхности тонким слоем материала, устойчивого к термоокислительной деградации, и снижает риск образования гелей в первые часы работы.
Гигиена системы подачи
- Проверяйте всю линию подачи смолы: трубки, блендеры, питатели, бункеры и прочие узлы обработки сыпучих материалов — на мелкие частицы, «струи/нити» (angel hair) и перекрёстное загрязнение другим пластиком.
- При смене материала проводите полную продувку и очистку. Полумеры оставляют следы: мелкие частицы и нитевидные включения станут ядрами для гелей.
Минимизация условий деградации
- Хотя базово речь о конструктиве и чистоте, помните: излишне высокие температуры и длинное время пребывания усиливают деградацию в любых застойных зонах. Держите профиль температур в окне для конкретного материала, поддерживайте стабильный расход — это уменьшает шанс образования E‑гелей.
Короткий чек‑лист перед запуском
- Обтекаемая геометрия шнека и матрицы — без карманов и ступеней.
- Нет «Мэддок‑подобных» зон со стагнацией в секциях смешивания.
- Поверхности гладкие, без рисок и выемок (инспекция/полировка по регламенту).
- Прайм на высокостабилизированном материале при пуске.
- Чистая подача: продувка, очистка, контроль блендеров/питателей/бункеров.
- Лог «смены материала» и фотофиксация состояния узлов — пригодится для качества и разбирательств.
Итог:
E‑гели — следствие застойных зон и деградации. Уберите стагнацию, выровняйте поверхности, наведите чистоту в тракте подачи и стартуйте на стабилизированном материале — и «рыбьи глаза» исчезнут из ваших тонких изделий.
#экструзия #полимеры #гели #рыбийглаз #Eгели #качество #чистота #шнек #матрица #прайминг