
Сегодня мы продолжим тему об особенностях MIG/MAG (Metal Inert Gas / Metal Active Gas) сварки (первую часть можно прочитать по ссылке)
Расход защитного газа и расстояние до сопла
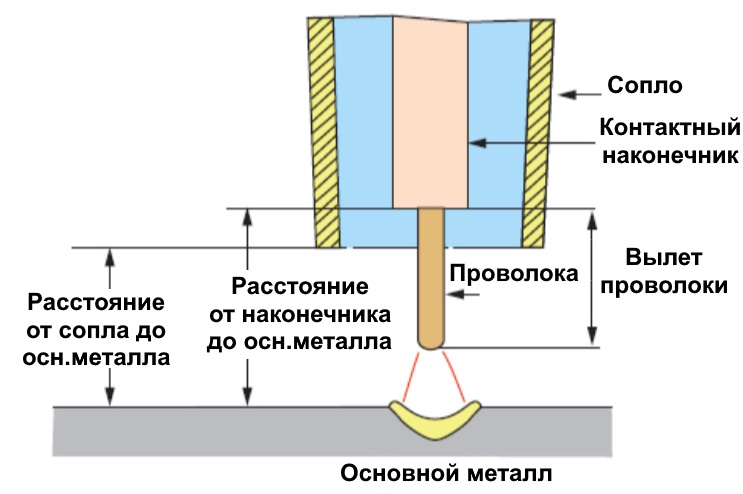
Расход защитного газа и расстояние от сопла до поверхности изделия заметно влияют на возникновение таких дефектов, как внутренние и поверхностные поры. Для наглядности и понимания приведу рисунок, чтобы было понятнее, что такое вылет электродной проволоки и расстояние от сопла горелки до изделия.
Таким образом, необходимо определить подходящий расход защитного газа и расстояние от сопла до поверхности изделия с учетом условий сварки. Зависимость между расходом газа и образованием пор, а также между расстоянием от сопла до поверхности и образованием пор показана ниже. К сожалению, сделать качественные фото поверхности шва и отсканировать радиографические пленки у меня не получилось, поэтому опишу в тексте и изображу графически.
Взаимосвязь между расходом газа и пористостью сварного шва
При поддержании постоянного расстояния от сопла горелки до основного металла (20 мм), изменяя расход защитного газа от 25 до 5 л/мин с шагом в 5 л/мин, можно сказать, что пористость начинает появляться при расходе защитного газа ниже 15 л/мин, и чем меньше расход защитного газа, тем выше пористость сварного шва.
Взаимосвязь между расстоянием от сопла до основного металла и пористостью сварного шва
При поддержании постоянного расхода защитного газа (20 л/мин), изменяя расстояние от сопла до основного металла от 10 до 50 мм с шагом в 10 мм, можно сказать, что пористость начинает появляться при расстоянии от сопла до поверхности основного металла более 20 мм, и чем больше это расстояние, тем выше пористость сварного шва.
Ориентировочные значения расхода защитного газа и расстояния от сопла горелки до поверхности основного металла
Вылет электродной проволоки
Вылет электродной проволоки оказывает значительное влияние на внешний вид сварного шва, глубину проплавления и стабильность дуги. Если вылет слишком мал, на внутренней поверхности сопла образуется большое количество брызг. В следующей таблице показано влияние вылета электродной проволоки на различные параметры.
Влияние вылета электродной проволоки на различные характеристики
На рисунке ниже показана оптимальная длина проволоки для соответствующих сварочных токов.
Сварка углом назад и углом вперед
При дуговой сварке в среде защитных газов горелкой можно манипулировать, используя технику сварки углом вперед (справа налево) или углом назад (слева направо). У каждой техники сварки свои особенности, поэтому следует выбирать подходящую технику в зависимости от задачи. Ниже на рисунке показано влияние техники сварки на геометрические параметры сварного шва.
Особенности сварки углом вперед:
- Легко направлять проволоку на линию сварки (хороший обзор).
- Равномерное заполнение корневого слоя шва.
- Сравнительно крупные частицы брызг разлетаются во все стороны.
- Неглубокое проплавление.
Особенности сварки углом назад:
Непросто разглядеть линию сварки, скрытую за соплом.
Трудно добиться равномерного проплавления корневого слоя шва
Низкое образование брызг
Влияние скорости ветра
При дуговой сварке в среде защитных газов, например при сварке в среде CO2, из-за недостаточной защиты могут образовываться поры. Помните, что защитный эффект ухудшается, особенно при ветре.
На рисунке ниже показан пример результатов рентгеновского контроля сварного шва, наплавленного на пластину толщиной 9 мм. Видно, что при скорости ветра более 2 м/с резко увеличивается количество пор.
Для предотвращения образования пор рекомендуется использовать перегородки или ветрозащитные экраны в качестве защитных мер (можно осуществлять сварку под тентами или в палатках). Также для повышения эффективности защиты важно сократить расстояние между контактным наконечником и основным металлом и увеличить расход газа в пределах допустимых диапазонов.
Дефекты сварных швов и меры по их предотвращению
Дефекты сварных швов при сварке в среде CO2 и меры по их предотвращению:
Поры (наружные и внутренние):
Причины:
- Недостаточный расход газа СО2
- Подогреватель газа не работает или не используется.
- Недостаточная чистота CO2.
- Слишком большое расстояние от сопла горелки до поверхности изделия.
- Плохая подготовка поверхности. На поверхности металла скопилось много масла, жира, окалины, ржавчины.
- Газовое сопло забилось брызгами.
- Слишком большая длина дуги (слишком высокое напряжение дуги).
Наплывы:
Причины:
- Слишком низкий сварочный ток.
- Слишком высокий сварочный ток.
- Слишком низкое напряжение на дуге.
- Слишком низкая скорость сварки.
- Неправильное расположение сварочной проволоки (угол ввода).
- Плохая подготовка свариваемых поверхностей.
Подрезы:
Причины:
- Слишком высокое напряжение дуги.
- Слишком высокий сварочный ток.
- Неправильное положение сварочной проволоки (угол ввода).
- Слишком высокая скорость сварки.
Непровар:
Причины:
- Слишком низкий сварочный ток.
- Слишком низкое напряжение дуги.
- Слишком высокая скорость сварки.
- Слишком малый угол разделки.
- Неправильное положение сварочной проволоки (смещение электродной проволоки).
- Плохая подготовка свариваемых поверхностей.
Трещины:
Причины:
- Слишком высокий сварочный ток.
- Слишком низкое напряжение дуги.
- Нарушение защиты сварочной ванны.
- Нарушение технологии (температура подогрева, порядок наложения швов и т.д.).
Если при сварке у вас наблюдается неустойчивая сварочная дуга, то может быть одна из причин:
- Слишком большой диаметр контактного наконечника по сравнению с диаметром используемой проволоки.
- Изношенный контактный наконечник.
- Неравномерное вращение катушки с проволокой.
- Изношенная канавка ролика подачи проволоки.
- Недостаточное давление прижимного ролика.
- Слишком низкое или высокое напряжение дуги.
- Слишком низкий сварочный ток.
- Неподходящая скорость сварки.
- Сопло сильно забрызгано.
- Загрязнение основного металла ржавчиной, краской и маслом.
- Неправильное подключение кабеля к заготовке (перепутали полярность).
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨