
Приветствую всех любителей и профессионалов сварочного дела! Сегодня мы поговорим о таком популярном методе сварки, как MIG/MAG (Metal Inert Gas / Metal Active Gas). Этот способ широко применяется как в промышленных масштабах, так и среди домашних мастеров благодаря своей универсальности и простоте освоения.
Особенности MIG/MAG сварки
По сравнению с ручной дуговой сваркой покрытым электродом, дуговая сварка в среде защитного газа имеет следующие преимущества и недостатки.
Преимущества:
1. Благодаря малому диаметру проволоки, плотность сварочного тока высока, а значит, и скорость наплавки велика.
2. Хорошая концентрация дуги обеспечивает глубокое проплавление.
3. Высокая эффективность наплавки и незначительное образование шлака, что исключает необходимость удаления шлака после каждого прохода.
4. Низкое содержание водорода в сварочном металле способствует хорошей трещиностойкости и механическим свойствам.
Недостатки:
1. Необходима защита от ветра при скорости ветра 2 м/с и выше.
2. Высокая стоимость источника питания.
3. Повышенная чувствительность к загрязнениям. Поверхность металла должна быть хорошо очищена.
Если сравнить эти преимущества и недостатки с преимуществами и недостатками процесса сварки покрытым электродом, становится очевидно, что MIG/MAG сварка обеспечивает более высокую производительность. В особенности, MIG/MAG сварка обеспечивает более высокую эффективность, меньшие сварочные затраты и лучшую экономичность при автоматической сварке, особенно при роботизированной сварке.
Виды переноса электродного металла
Сварочная проволока может расплавляться и переноситься на основной металл в виде капель тремя различными способами: перенос при коротком замыкании, перенос в виде капель и перенос в виде струи. В зависимости от способа переноса внешний вид и форма сварочного шва, количество брызг и глубина проплавления могут варьироваться.
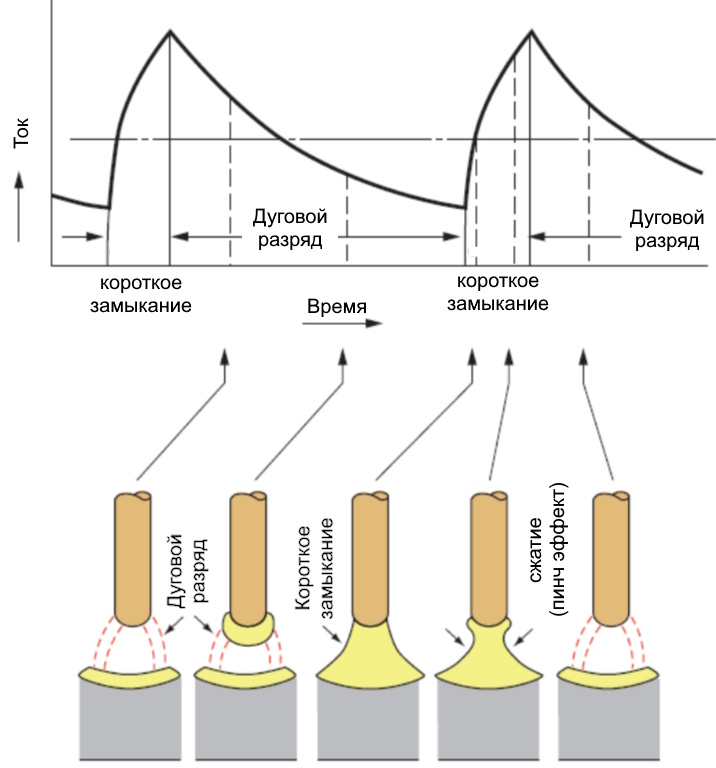
Перенос при коротком замыкании
Способ сварки, использующий перенос при коротком замыкании, называется сваркой короткой дугой. При использовании сравнительно низкого сварочного тока (200 А или ниже) как при сварке в CO2 (MAG), так и в аргоне (MIG) капля переносится на основной металл после короткого замыкания с ним, как показано на рисунке ниже. Этот метод подходит для сварки во всех пространственных положениях.
Капельный перенос
Капельный перенос может быть как мелкокапельным, так и крупнокапельным. Этот способ переноса наблюдается при сварке с относительно высоким сварочным током (плотностью тока), что формирует капли размером с диаметр проволоки или больше, которые переносятся на основной металл. Из-за этого образуется несколько больше брызг, чем при других способах переноса.
Струйный перенос
При достижении критической плотности тока металл с конца электродной проволоки срывается в виде струи и под действием электромагнитных сил плавно переходит в сварочную ванну, не образуя брызг. Поток капель направлен строго по оси от электрода к сварочной ванне. Получить такой перенос можно при сварке в инертном газе.
Также при MIG/MAG сварке активно применяются импульсные режимы сварки, но их также можно отнести к капельному переносу электродного металла. Принцип данного процесса показан на рисунке ниже
Условия сварки и их влияние
При MIG/MAG сварке внешний вид и глубина проплавления сварного шва заметно меняются в зависимости от условий сварки. Поэтому необходимо выбирать соответствующие условия сварки, подходящие для конкретной цели. Влияние того или иного условия сварки обозначено цифрой на рисунке ниже и пояснено под рисунком
1. Скорость сварки
Когда скорость сварки увеличивается:
- Ширина валика становится уже.
- Проплавление становится меньше.
- Усиление шва становится ниже.
- При чрезмерной скорости может возникнуть подрез.
- Разбрызгивание увеличивается.
2. Вылет электродной проволоки
Когда расстояние между кончиком горелки и основанием металла велико:
- При постоянной скорости подачи проволоки сварочный ток уменьшается, и проплавление становится меньше.
- Внешний вид валика становится некачественным.
- Усиление шва становится неравномерным.
- При чрезмерно большом расстоянии может возникнуть пористость.
3. Расстояние от сопла горелки до изделия
При чрезмерно длинном расстоянии от сопла:
- Возникает пористость, так как газовая защита становится хуже.
При чрезмерно коротком расстоянии от сопла:
- Сопло может забиться брызгами.
- Сопло закрывает вид на сварочную ванну.
4. Сила тока
При высоком сварочном токе:
- Ширина валика становится шире.
- Проплавление становится глубже.
- Усиление шва становится выше.
- При чрезмерном токе сварочная ванна становится неравномерной, что приводит к плохой форме валика.
5. Длина дуги
При длинной дуге (с высоким напряжением дуги):
- Ширина валика становится шире.
- Усиление шва становится ниже.
- Проплавление становится меньше.
- Частицы брызг становятся больше.
- При чрезмерной длине дуги может возникнуть подрез.
6. Степень подготовки свариваемого металла
Поверхность основного металла:
- Заметное количество загрязнений, таких как масло и ржавчина, может вызвать пористость.
7. Защитный газ
При использовании защитного газа:
- При чрезмерно низкой скорости подачи газа или при сильном ветре может возникнуть пористость.
- Состав газа влияет на форму дуги, форму валика и свойства сварного металла.
8. Угол наклона горелки
При изменении угла наклона сварочной горелки:
- Ширина валика становится шире.
- Усиление шва становится ниже.
- Проплавление становится меньше.
Изменение параметров сварки в зависимости от формы сварного шва
При изменении напряжения дуги (при сохранении постоянного тока и скорости)
При изменении сварочного тока (при постоянном напряжении и скорости)
При изменении скорости сварки (при постоянном значении силы тока и напряжения)
Информацию о влиянии расхода защитного газа, длины вылета проволоки, направления сварки, скорости ветра и причинах возникновения дефектов я распишу в продолжении данной статьи, которую выложу позже.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨