Аннотация
В работе рассмотрено влияние типа фурфуриловой смолы — классической и предназначенной для 3D-печати песчаных форм — на микроструктуру и качество поверхности отливок из серого чугуна. Проведено сравнение традиционных самотвердеющих форм и форм, изготовленных методом 3D-печати. Параметры заливки и кристаллизации разработаны на основе численного моделирования. Установлено, что тип смолы существенно влияет на шероховатость поверхности отливок и газовыделение формовочных песков, тогда как влияние на микроструктуру серого чугуна является незначительным.
Ключевые слова: фурфуриловая смола, формовочные пески, 3D-печать, серый чугун, шероховатость поверхности.
1. Введение
Фурфуриловые смолы широко применяются в литейном производстве в качестве связующих для самотвердеющих формовочных и стержневых песков. Данная технология обеспечивает получение отливок сложной геометрии с высокой размерной точностью и хорошими выбиваемыми свойствами. Вместе с тем существенным недостатком органических связующих является интенсивное газовыделение при заливке металла, которое может ухудшать качество поверхности отливок и оказывать негативное воздействие на окружающую среду.
В последние годы всё более широкое распространение получают аддитивные технологии, в частности 3D-печать песчаных форм методом струйного нанесения связующего (binder jetting). Использование 3D-печатных форм позволяет реализовывать конструктивные решения, недоступные традиционным методам формообразования, а также снижать расход формовочных материалов и улучшать теплоотвод.
Несмотря на активное применение 3D-печати при литье цветных сплавов, её использование при производстве чугунных отливок остаётся ограниченным. Особенно мало исследовано влияние связующих, разработанных для 3D-печати, на формирование микроструктуры и шероховатости поверхности серого чугуна. Целью данной работы является оценка влияния типа фурфуриловой смолы на указанные характеристики чугунных отливок.
2. Материалы и методы исследования
Для проведения экспериментов использовались самотвердеющие формовочные пески на основе кварцевого песка с одинаковым гранулометрическим составом. В качестве связующих применялись классическая фурфуриловая смола и фурфуриловая смола, предназначенная для 3D-печати, отличающаяся пониженной вязкостью и повышенной реакционной способностью. Отверждение осуществлялось кислотными отвердителями, соответствующими типу связующего.
Формы изготавливались двумя способами: традиционным (смешивание компонентов в роторном смесителе) и методом 3D-печати на промышленном песчаном 3D-принтере. Для оценки влияния скорости охлаждения была использована ступенчатая форма, обеспечивающая получение отливок с различной толщиной стенок.
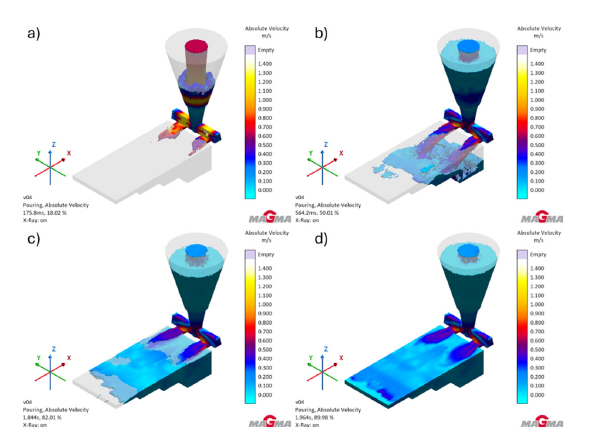
Параметры заливки и кристаллизации были разработаны с применением программного обеспечения MAGMASOFT. Моделирование показало корректность конструкции литниковой системы и низкую вероятность образования усадочной пористости.
Микроструктурные исследования проводились методом оптической микроскопии в соответствии со стандартом EN ISO 945-1. Качество поверхности оценивалось на основе параметров шероховатости Ra и Rz. Газовыделение формовочных песков исследовалось при высокотемпературном нагреве образцов.
3. Результаты и обсуждение
- 3.1. Моделирование процессов литья
Результаты численного моделирования показали равномерное заполнение формы жидким металлом без критического снижения температуры. Затвердевание происходило в контролируемых условиях, а расчётная вероятность пористости составляла около 1 %, при этом основная часть пор располагалась в литниковой системе, что подтверждает правильность её проектирования.
- 3.2. Микроструктура чугунных отливок
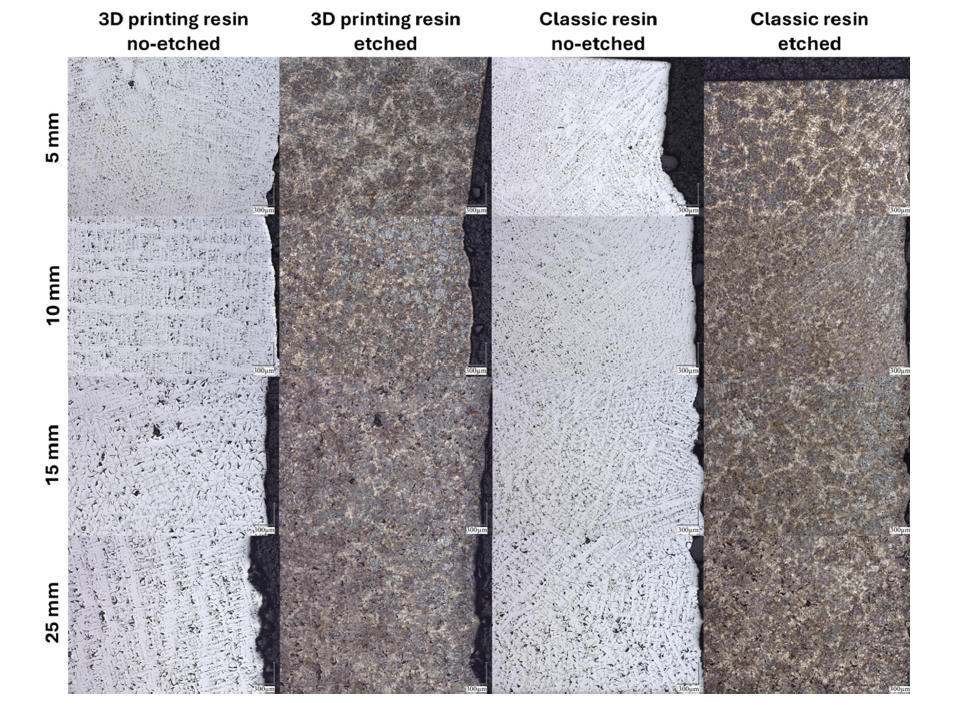
Исследования микроструктуры показали, что во всех отливках формируется типичная для серого чугуна структура с пластинчатым графитом и преимущественно перлитной матрицей. В тонкостенных участках наблюдалось более мелкое строение, обусловленное высокой скоростью охлаждения, тогда как в массивных зонах структура была более грубой.
Сравнение отливок, полученных в традиционных и 3D-печатных формах, не выявило существенных различий по параметрам расстояния между вторичными дендритными осями (SDAS) и максимальной длине пластин графита (Lmax). Это свидетельствует о том, что тип фурфуриловой смолы не оказывает значимого влияния на микроструктуру серого чугуна.
- 3.3. Шероховатость поверхности
В отличие от микроструктуры, параметры шероховатости поверхности существенно зависят от типа используемого связующего. Отливки, полученные в формах с классической фурфуриловой смолой, характеризуются более высокими значениями Ra и Rz. Для 3D-печатных форм зафиксировано заметное снижение шероховатости и более однородная топография поверхности.
Рост шероховатости с увеличением толщины стенки отливки связан с более длительным временем затвердевания, что позволяет жидкому металлу глубже проникать в поверхностные слои формы.
- 3.4. Газовыделение формовочных песков
Испытания показали, что формовочные пески со смолой для 3D-печати выделяют примерно на 48 % меньше газов по сравнению с классическими системами. Снижение газовыделения коррелирует с уменьшением шероховатости поверхности отливок и снижает вероятность образования поверхностных дефектов.
4. Выводы
В результате проведённых исследований установлено, что:
- Численное моделирование подтвердило корректность проектирования литейной формы и литниковой системы.
- Тип фурфуриловой смолы не оказывает существенного влияния на микроструктуру серого чугуна (SDAS, Lmax), однако влияет на количество эвтектических зёрен.
- Использование фурфуриловой смолы, предназначенной для 3D-печати, обеспечивает снижение шероховатости поверхности отливок.
- Газовыделение формовочных песков для 3D-печати значительно ниже, что положительно сказывается на качестве поверхности и экологических характеристиках процесса.
Таким образом, применение 3D-печатных песчаных форм является перспективным направлением для производства чугунных отливок, хотя в настоящее время аддитивные технологии не могут полностью заменить традиционные методы формообразования.
Больше информации найдете в оригинале статьи https://www.semanticscholar.org/paper/Surface-Treatment-and-Analysis-of-3D-Printed-Molds-Ráž-Chval/81611c366396d4b2dde265a6c7db4bd5f58d2166?utm_source=alert_email&utm_content=LibraryFolder&utm_campaign=AlertEmails_WEEKLY&utm_term=LibraryFolder&email_index=1-1-6&utm_medium=66572667