🧐Почему температура расплава «двигает» диаметр и толщину стенки PE100 трубы
Если температуру расплава на выходе из головки снизить с 218 °C до 188 °C при той же подаче, труба после вакуумной калибровки охлаждается мягче: средняя температура сечения падает с 194,0 °C до 167,7 °C, рассеиваемая мощность — с 7,6 кВт до 6,7 кВт. Внешний диаметр в итоге растёт с 250,00 мм до 250,99 мм (+1,004%), а толщина стенки — с 24,00 мм до 24,54 мм (+1,022%). На поверхности появляется волнистость, связанная с периодическими колебаниями температуры расплава от экструдера.
Что важно знать про термическую усадку
- Без учёта калибровки полимер даёт термическую усадку по диаметру порядка 3,5% от головки до конца линии — это следствие снижения температуры и роста плотности материала.
- Вакуумная калибровка фиксирует внешний диаметр на своём участке; дальнейшая усадка идёт «в толщину» и через внутренние слои, влияя на итоговую геометрию уже после выхода из калибратора.
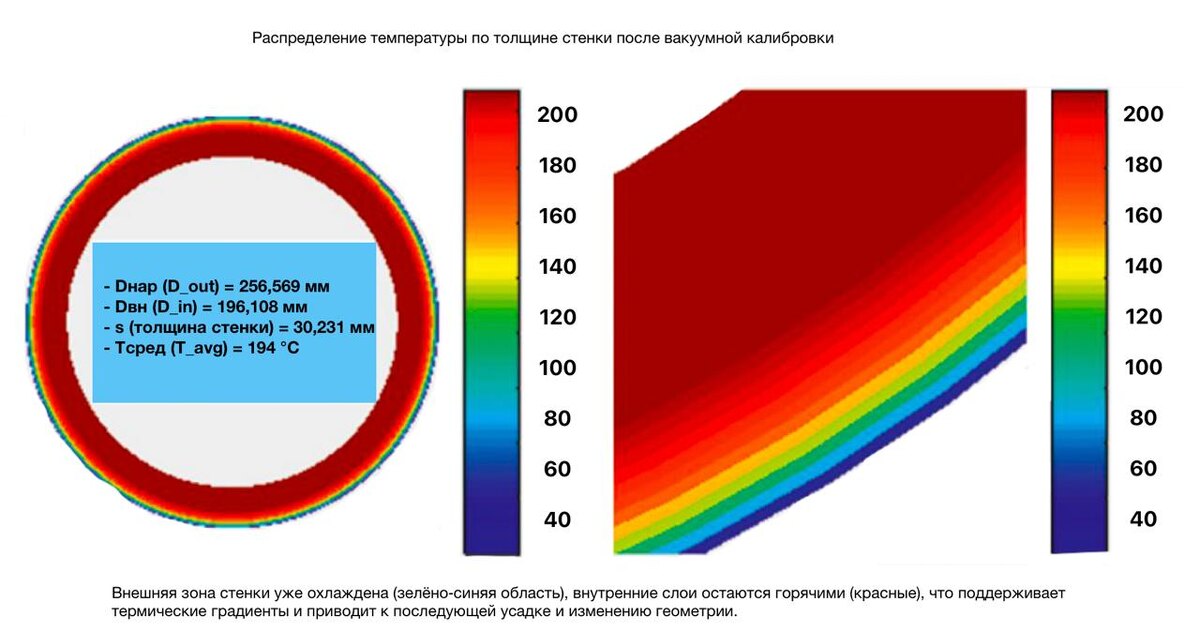
Сценарии моделирования (рис. 1–2)
- Исходный процесс: гомогенная температура расплава 218 °C на выходе из экструзионной головки; в конце калибровки внутренние слои ещё близки к температуре расплава.
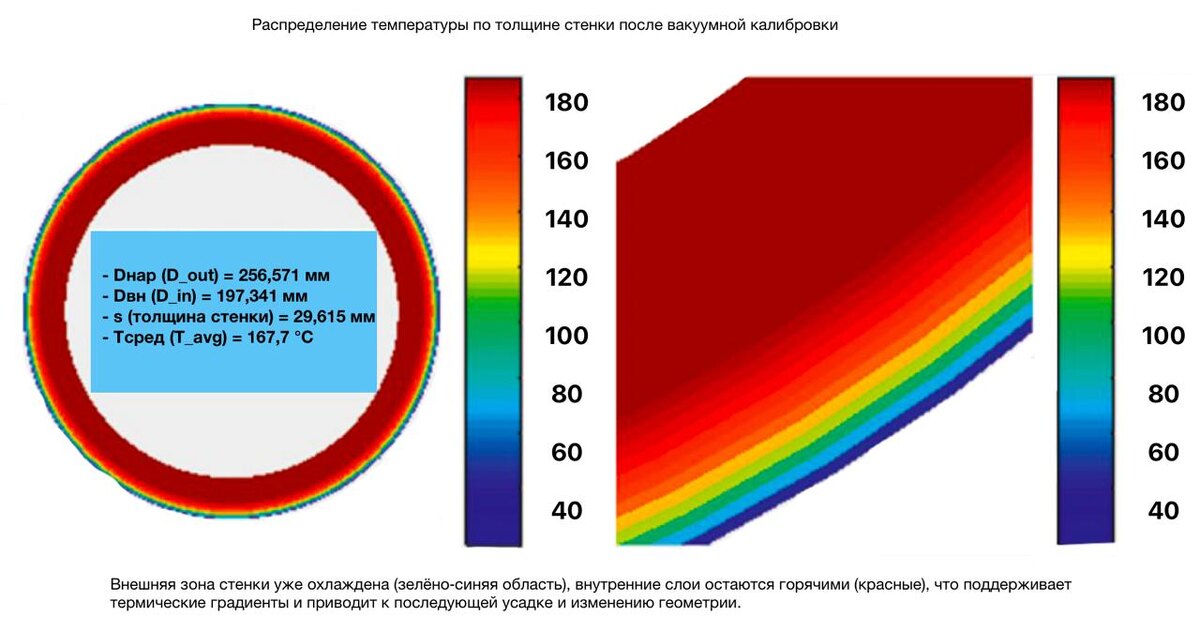
- Модифицированный процесс: температура расплава снижена до 188 °C, объёмная подача полимера неизменна.
- После вакуумной калибровки:
- Средняя температура поперечного сечения трубы: 194,0 °C → 167,7 °C.
- Температура внешней поверхности ниже, градиенты по стенке меньше — суммарная рассеиваемая мощность: 7,6 кВт → 6,7 кВт.
- Термическая усадка внешнего диаметра уменьшается — итоговый OD растёт.
Итоговая геометрия изделия
- Целевой режим охладителей (расход, температуры) остаётся прежним, настроенным на OD 250 мм и WT 24 мм.
- Результат:
- Внешний диаметр: 250,00 мм → 250,99 мм (+1,004%).
- Толщина стенки: 24,00 мм → 24,54 мм (+1,022%).
- SDR для исходной трубы: 10,4 — его фактическое значение изменится вслед за ростом толщины.
Волнистость поверхности и роль экструдера (рис. 3)
- Колебания температуры расплава с частотой f = 0,833 Гц (скорость вращения шнека 50 об/мин) дают периодическое изменение внешнего диаметра Da(t) между эталонным значением Da,ref = 250 мм и увеличенным Da,mod = 250,99 мм.
- На изделии это проявляется как синусоидальная «волна» на поверхности — видимая овальность/биение по диаметру в такт работе экструдера.
🤓Что делать технологу
- Стабилизировать температуру расплава на головке: настройка профиля цилиндра/головки, фильтров/сеток, контроль вязкости.
- Подправить геометрию через охлаждение:
- адаптировать уровень вакуума в первом распылительном баке;
- при наличии — использовать регулируемую калибровку (конусность/зазор);
- выровнять распыл и температуру водяных ванн по периметру.
- Мониторинг:
- онлайн-диаметр и овальность после калибратора;
- пирометр/ИК по окружности, ультразвуковой контроль толщины.
- Помнить: если колебания температуры вызваны самим шнековым экструдером, они редко бывают стабильными — компенсация по вакууму/калибровке работает только при устойчивых и предсказуемых изменениях.
❕Вывод
Стабильный термоконтроль расплава — критичен для точной геометрии трубы. Неравномерная или колеблющаяся температура расплава напрямую приводит к росту диаметра, толщины и волнистости поверхности, даже при «правильных» настройках охладителей и калибратора.