Зачем труба «садится» по диаметру и как на это влияет теплопрофиль расплава
Внешний диаметр и геометрия трубы формируются в блоке вакуумной калибровки, но окончательно «устаканиваются» в последующих секциях охлаждения. Любая неравномерность температуры расплава из экструзионной головки переносится дальше по линии и превращается в овальность, разброс толщины стенки и др. Используем chillWARE® для быстрой оценки геометрических изменений при неравномерном теплопрофиле.
🤓Что определяет геометрию трубы:
- Температура расплава и его температурный градиент по окружности/толщине
- Массовый расход через пресс-форму (профиль расхода, стабилизация потока)
- Геометрия экструзионной головки (распределение, симметрия каналов)
- Вакуумная внешняя калибровка (тип/длина: регулируемая, коническая; пример — рукав CCA GmbH)
- Настройки вакуума и тепловые режимы в последующих секциях охлаждения (распылительные вакуум-ванны, иммерсионные ванны)
- Скорость линии (тяга, время контакта в калибраторе, интенсивность охлаждения)
Почему вакуумная калибровка — главный «контролёр» диаметра
- Идеальный вакуум обеспечивает полный контакт «труба—калибратор», максимальную теплопередачу и быструю «заморозку» внешней поверхности.
- Внешний диаметр удерживается ровно до выхода трубы из калибратора; после выхода геометрия ещё может «играть» из‑за внутреннего тепла.
🧐Почему одной калибровки недостаточно
- Время пребывания в калибраторе ограничено длиной рукава и скоростью обработки — для полного охлаждения его мало.
- Далее труба должна дозакалиться в дополнительных секциях: вакуумные распылительные ванны, иммерсионные ванны.
- Температурное поле в стенке после калибровки критично: если внутренняя поверхность ещё «живая» (горячая), происходит релаксация напряжений, что приводит к овальности, изменению внешнего диаметра и разбросу толщины.
Ключевая проблема: неравномерный теплопрофиль
- Температурные изменения в калибраторе компенсировать практически невозможно — что пришло из головки, то и унаследовали.
- Неравномерность температуры расплава по окружности на выходе из экструзионной головки → неравномерная температура трубы после калибровки → геометрические дефекты (овальность, эллипсность, локальные плечи, несоосность).
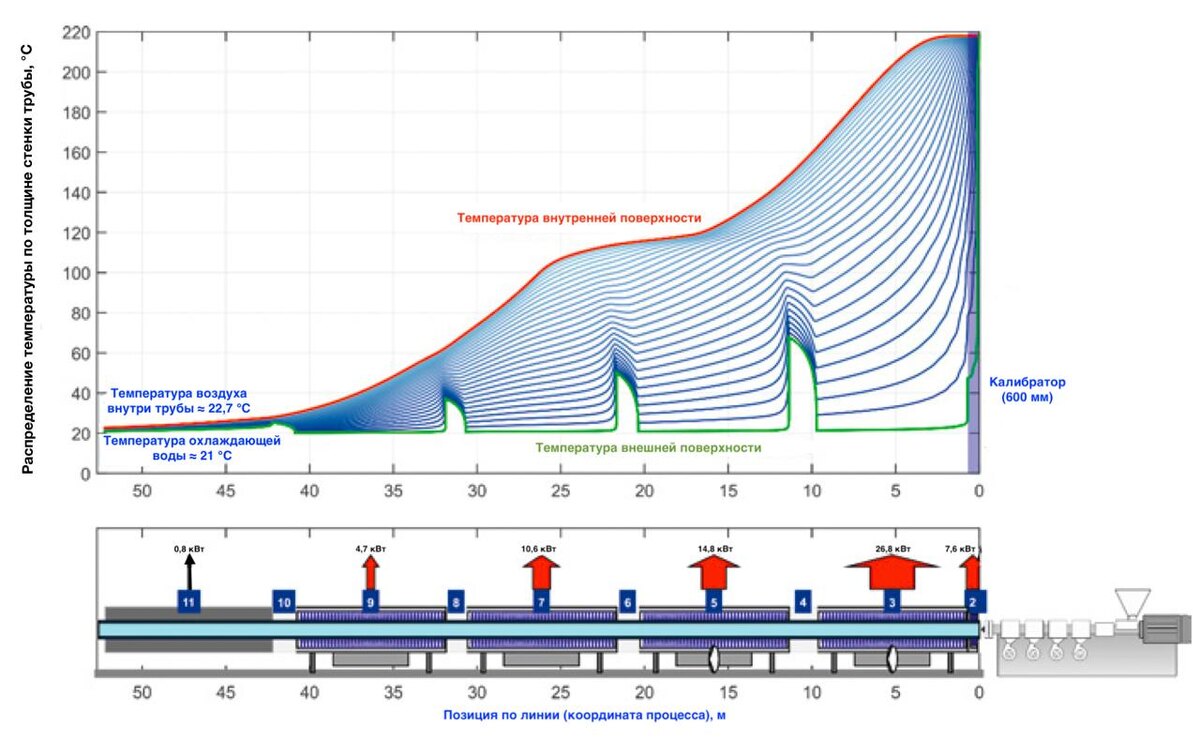
Как мы это оцениваем: chillWARE®
- Приближённое моделирование влияния неравномерного теплопрофиля расплава на геометрию трубы.
- Позволяет оценить чувствительность диаметра/овальности к:
- профилю вакуума и длине калибратора,
- распределению температуры в стенке,
- скорости линии и интенсивности распылительного/иммерсионного охлаждения.
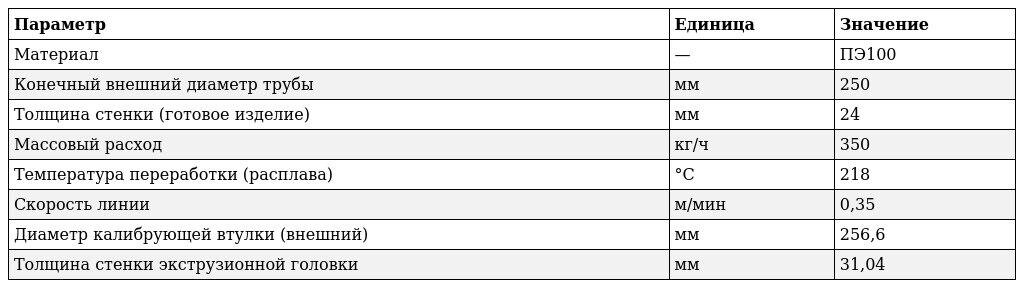
- Параметры эталонного производства — см. табл. (используются как входные для сценариев моделирования).
❕Практические выводы и рекомендации:
- Балансируйте экструзионную головку: выравнивайте каналы по расходу и температуре, контролируйте симметрию.
- Держите вакуум стабильным: уровень, распределение по зонам рукава, отсутствие «подсоса» воздуха.
- Оптимизируйте длину и конусность калибратора: достаточно времени контакта для «заморозки» внешней поверхности.
- Настройте последующие охлаждающие секции: распыл — равномерный по периметру, иммерсия — с контролем турбулентности и температуры воды.
- Мониторьте теплопрофиль: пирометры/ИК‑камеры по окружности; толщиномеры (ультразвук) для контроля распределения стенки.
- Не гоним скорость без термостабильности: рост производительности без выравнивания температуры чаще всего = рост овальности.