Защита стальных изделий от коррозии при помощи лакокрасочных систем. В задачу входит обеспечить коррозионную стойкость покрытия и позаботиться о красоте изделия.
Добиться красоты довольно просто. Существует множество способов и материалов для достижения декоративных эффектов на поверхности изделий, начиная от аппликации, цветных карандашей и заканчивая огневым золочением и плазменной металлизацией в вакууме.
Гораздо труднее обеспечить долговременный декоративный эффект. Если необходимо, чтобы изделие оставалось красивым весь срок службы, список возможных материалов и технологий резко сужается, а стоимость возрастает. Защитить изделие покрытием «от всего и навсегда» невозможно, а «почти от всего» и «на сто лет» невероятно дорого.
Поэтому изготовителям приходится балансировать между ценой материалов, стоимостью процесса покраски и требованиями заказчика к долговечности покрытия.
Рассмотрим случай защиты посредством лакокрасочных материалов (ЛКМ) стальных инженерно-технических сооружений, обеспечивающих безопасность периметра объекта. Главные разрушающие воздействия, которым они подвергаются, – коррозионные воздействия воды и кислорода, солнечного света, суточных перепадов температуры воздуха. В зависимости от специфики места размещения объекта этот перечень может быть дополнен, например, истирающим воздействием песка или снега, воздействием химических реагентов, применяемых дорожными службами, и т.д.
Совершенно очевидно, чем толще и прочнее покрытие, тем успешнее оно будет противостоять разрушительным воздействиям. К тому же наличие нескольких слоев позволит перекрыть возможные дефекты каждого слоя в отдельности и тем самым повысить общую надежность системы.
ЖИДКИЕ КРАСКИ
В лакокрасочной промышленности разработан ряд принципов построения защитного покрытия на стальных подложках.
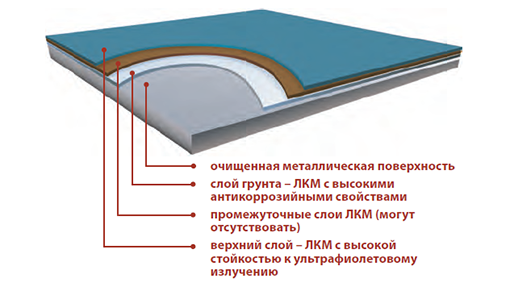
Традиционный подход к защите стальной поверхности покрытием из лакокрасочных материалов (ЛКМ) заключается в нанесении систем, состоящих из нескольких слоев покрытия, где каждый слой выполняет свою задачу (рис. 1). Для покрытий на стали, эксплуатация которых будет происходить на открытом воздухе, система строится обычно так:
- Грунт, идущий первым слоем, обеспечивает адгезию и блокирует появление подпленочной коррозии.
- Промежуточные слои покрытия служат для набора необходимой толщины системы.
- Верхний (топовый) слой покрытия обеспечивает защиту от ультрафиолета.
Различные ЛКМ имеют свои сильные и слабые стороны. Например краски на эпоксидных связующих замечательно противостоят коррозии, но плохо переносят ультрафиолет. А полиэфирные ЛКМ, наоборот, оказывают сопротивление ультрафиолетовому излучению, но не обеспечивают должную защиту от коррозии. Поэтому слои системы покрытия рекомендуется выполнять из разных по своей химической природе пленкообразующих веществ.
При выборе пленкообразующих основ красок, количества и толщины слоев, в зависимости от требуемой стойкости изделия в условиях конкретной агрессивной среды, следует обратиться к нормативной документации, например к группе стандартов ISO 12944. С их помощью можно:
- оценить коррозионную нагрузку на изделие в процессе эксплуатации;
- предварительно выбрать соответствующий состав системы;
- выяснить минимально необходимые количество и толщину слоев;
- определиться с лабораторными методами испытаний стойкости покрытия.
В журнальном формате сложно рассматривать объемный пакет документов, поэтому перейдем сразу к ответу на вопрос: какой должна быть минимальная толщина покрытия и из какого количества слоев оно должно состоять, чтобы простоять 15 лет без коррозионных проявлений на открытом воздухе в условиях морского климата?
В случае применения системы из жидких красок ответ был бы примерно таким:
"Рекомендуемые стандартами системы покрытия, обеспечивающие запрошенную коррозионную защиту окрашенного изделия, должны иметь минимум два слоя и общую толщину не менее 200 мкм. И это с учетом выбора самых стойких к коррозионным воздействиям пленкообразующих основ красок".
Отсюда следует, что не стоит доверять тому, кто будет предлагать ЛКМ, который, будучи нанесенным на «голое» стальное изделие слоем толщиной 50 мкм, продержится 50 лет на морском берегу. Не верьте этому, потому что таких лакокрасочных материалов пока не существует.
ПОРОШКОВЫЕ КРАСКИ
Поговорим теперь о предотвращении коррозии на поверхности стального изделия с помощью порошковых красок.
При всех преимуществах технологии порошкового окрашивания (экологичность, возможность автоматизации, низкая пожаро- и взрывоопасность, наконец, высокая скорость процесса покраски) получить покрытия суперстойкие к коррозионному воздействию не то чтобы невозможно, но довольно сложно.
Дело в том, что порошковые покрытия, получаемые электростатическими методами нанесения, как правило, однослойные и ограничены по толщине.
Прежде чем пытаться снять эти ограничения, попробуем разобраться, чем они обусловлены.
В классической схеме процесса получения покрытия из порошковых ЛКМ (схема 1) предусмотрен только один слой покрытия.
Процесс двухслойного нанесения (схема 2) требует фактически удвоения набора необходимого оборудования автоматических линий, что не всегда возможно и оправданно.
С одним слоем понятно. А почему нельзя нанести порошковое покрытие слоем, например, 200–400 мкм и толщиной закрыть проблему недостаточной коррозионной стойкости ЛКМ?
Почему нельзя? Можно, но только с помощью других, не электростатических методов нанесения порошковых ЛКМ. Например, нанесением на предварительно нагретую до температуры порядка 200 градусов Цельсия поверхность. Такая технология применяется в трубной промышленности для получения химически стойких, функциональных покрытий. Процесс сложный, энергозатратный, имеет массу ограничений по теплоемкости изделий, по их форме и далеко не всем подходит. Получающиеся покрытия вряд ли можно назвать красивыми. Впрочем, для труб – годится.
При использовании электростатических методов нанесения, получивших наибольшее распространение в лакокрасочной промышленности, включается естественный механизм ограничения толщины слоя порошка. Обусловлен он физическим явлением, которое принято называть «эффектом обратной ионизации». При нанесении порошковой краски на изделие слоем более 150–160 мкм суммарный электрический заряд частиц порошка и ионов воздуха на изделии становится слишком большим и вызывает обратный коронный разряд. В результате частицы краски начинают осыпаться с изделия, эффективность осаждения падает, начинает резко увеличиваться количество технологических отходов, появляются дефекты покрытия. Если этими обстоятельствами пренебречь, то покрытие будет с дефектами, некрасивым, а потери порошка и времени неприемлемыми. Можно утверждать, что предельная толщина ровного порошкового слоя, которую удается обеспечить на вертикальных поверхностях методами электростатического нанесения, составляет не более 180 микрометров.
Поэтому термореактивные порошковые краски абсолютного большинства производителей предусматривают толщину нанесения слоя от 40 до 140 мкм в зависимости от назначения и внешнего вида покрытия.
Как же обеспечивается коррозионная стойкость покрытий из порошковых ЛКМ? Означают ли описанные ограничения, что покрытие из порошковых ЛКМ не может обеспечить долговременную защиту от коррозии поверхности стального изделия? Вовсе нет.
Прежде всего, при порошковой покраске (рис. 2) особое внимание должно уделяться подготовке поверхности стального изделия перед покраской.
В ходе процесса предусматривается обязательное формирование на поверхности изделия так называемого «конверсионного слоя», который бы самостоятельно сопротивлялся возникновению подпленочной коррозии и улучшал адгезию, выполняя тем самым функции грунта. В зависимости от требуемой коррозионной стойкости готового покрытия конверсионный слой может быть получен в результате:
- аморфного фосфатирования;
- кристаллического цинкофосфатирования;
- термодиффузного цинкования;
- горячего цинкования или целого ряда других процессов.
СПОСОБЫ НАНЕСЕНИЯ ПОРОШКОВОЙ КРАСКИ
В зависимости от выбранной технологии конверсионный слой будет представлять собой фосфат железа, или фосфат цинка, или металлический цинк, или слой еще какого-либо неорганического материала, образованный на поверхности стали и обладающий защитными, антикоррозионными свойствами.
Как правило, коррозионная стойкость готового покрытия из порошковых ЛКМ обуславливается надежностью именно конверсионного слоя.
Довольно сложно реализовать процессы формирования конверсионного слоя в условиях автоматических покрасочных линий. Обычно они закладываются в технологический процесс на этапе проектирования линии после определения ассортимента окрашиваемых изделий и формулирования требований к коррозионной стойкости будущего покрытия.
Что делать, если имеющееся оборудование и технологический процесс с применением термореактивной порошковой краски не обеспечивают необходимых заказчику показателей коррозионной стойкости готового покрытия? То есть необходимо значительно улучшить защитные свойства готового покрытия, несмотря на то, что получаемый конверсионный слой нужную защиту не обеспечивает и нет возможности кардинально перестроить имеющуюся линию порошковой покраски. И тем не менее у такой сложной задачи есть решения.
Варианты решения задачи
1. Система двухслойного покрытия: эпоксидный грунт + полиэфирный финиш.
Для улучшения антикоррозионных свойств можно выбрать двухслойную систему покрытия из порошковых красок. В качестве грунта, т.е. первого слоя системы, следует использовать эпоксидную краску Primatek® серии 69. Эта порошковая краска обеспечит превосходную адгезию, высокие электроизоляционные свойства, отличную химическую и коррозионную стойкость всего покрытия. Для второго слоя следует выбрать полиэфирную порошковую краску Primatek®. Краски на полиэфирной основе обеспечат системе покрытия надежную защиту от ультрафиолетового излучения. Выбор конкретной серии полиэфирной краски зависит от требований к декоративным свойствам и необходимой стойкости готового покрытия к ультрафиолетовому излучению. Например, если требуется многолетняя стойкость к солнечному свету, следует применять полиэфирные краски Primatek® серии 49 или серии 29, имеющие международные сертификаты качества Qualicoat и GSB соответственно.
В силу описанных ранее ограничений на толщину слоя порошка при нанесении двухслойные системы покрытий из порошковых красок предусматривают послойное отверждение покрытия. После нанесения грунта изделие направляется в печь, где грунт оплавляется и отверждается, но не полностью, а примерно на 50 %, что достигается уменьшением времени нахождения в печи. Далее загрунтованное изделие возвращается обратно в покрасочную камеру для нанесения верхнего полиэфирного слоя краски. Затем изделие снова отправляется в печь, где происходит окончательное отверждение всей системы по полному циклу на 100 % (схема 3).
Недоотверждение слоя грунта при первом проходе делается для того, чтобы обеспечить межслойную адгезию в системе. Суммарная толщина такого покрытия достигает 200 мкм, а послойное нанесение и отверждение позволит избежать сложностей, вызываемых эффектом обратной ионизации.
2. Система двухслойного покрытия: эпоксидный цинконаполненный грунт + полиэфирный финиш.
С помощью порошкового цинконаполненного эпоксидного грунта Primatek® серии 69 можно усилить антикоррозийные свойства системы покрытия. Цинконаполненный эпоксидный грунт реализует не только изолирующий, но еще и протекторный механизмы антикоррозионной защиты. Если при неблагоприятных условиях окружающей среды воде и кислороду все-таки удастся проникнуть сквозь слой лакокрасочного покрытия к стальной подложке, то вместо стали в реакцию окисления вступит наполнитель – мелкодисперсный цинк, что предотвратит коррозию стальной подложки. Наносится система так же, как предыдущая, в два этапа, с промежуточным отверждением.
Описанный подход (два слоя с промежуточным отверждением) для повышения коррозионной стойкости покрытий из порошковых термоотверждаемых красок является общепринятым в области производства ЛКМ. А похожие продукты предлагают многие производители порошковых красок. Вместе с тем на рынке ЛКМ есть уникальная инновационная система, обеспечивающая высококачественную защиту от коррозии на стальной подложке при минимальных затратах времени, материалов и не требующая каких-то специальных видов оборудования, во всяком случае на этапе опытного производства.
3. Система двухслойного покрытия Primatek® 1500: эпоксидный органорастворимый грунт + полиэфирный финиш.
Если нужно сократить время нанесения, пройти покраску за один цикл и получить отличные антикоррозионные свойства, следует выбрать систему Primatek® 1500. Здесь грунтом является эпоксидный термоотверждаемый жидкий материал Primapox® 1500, а верхним слоем – полиэфирная порошковая краска Primatek® серии 49. Обратите внимание на нетривиальный подход, в этой системе в качестве грунта выступает органорастворимый жидкий ЛКМ, отверждающийся под действием высокой температуры одновременно с верхним слоем порошковой краски.
Технология производства покрытия выглядит следующим образом. На подготовленную поверхность изделия наносится жидкий грунт Primapox® 1500 (первый слой в системе). Способ нанесения может быть любым, в том числе облив и окунание. Толщина нанесенной мокрой пленки будет составлять 30–90 мкм. Далее загрунтованное изделие сушится в течение примерно 30 минут на открытом воздухе до степени 3 (по ГОСТ 19007). Потом изделие поступает в камеру нанесения для окрашивания порошковой краской и движется в печь, где оба слоя покрытия отверждаются одновременно при температуре и времени выдержки в печи, обусловленных спецификацией на верхний слой порошковой краски. Суммарная толщина готового покрытия составляет от 110 до 150 мкм в зависимости от наличия и качества конверсионного покрытия (схема 4).
По результатам неоднократных испытаний получаемое покрытие противостоит воздействию нейтрального соляного тумана на протяжение 1 500 часов (по ISO 9227).
Необходимо отметить, что такие блестящие результаты достигаются на стальных пластинах, подвергнутых только абразивоструйной обработке, то есть без cформированного конверсионного слоя.
Специалисты отмечают, что столь высокая стойкость к коррозионному воздействию без конверсионного слоя не может быть достигнута другими системами при той же толщине покрытия. В некоторых случаях система Primatek® 1500 может рассматриваться как замена однослойного покрытия по оцинкованной стали.
Следует особо отметить, что предлагаемая схема увеличивает привычный цикл всего на 20–40 минут. К тому же ее можно использовать с любым конверсионным слоем и на оцинкованных поверхностях. Например, в случае если слой цинка на металле оказался недостаточным для изменившихся требований. За счет того, что жидкий ЛКМ обладает большей проникающей способностью, чем гель расплава порошковой краски, в толще покрытия отсутствуют дефекты, – не образуются микро- и макропоры, обусловленные выходом газов из слоя цинка при нагреве. Следовательно, антикоррозионный потенциал покрытия будет реализован более полно.
В журнальной статье невозможно описать все случаи и частности технологии. Внедрение новой системы покрытия предполагает тщательный анализ особенностей материала окрашиваемого изделия, набора существующего оборудования, особенностей технологии покраски и условий эксплуатации готового изделия. Требуется согласование лабораторных методов оценки ожидаемой коррозионной стойкости готового покрытия. Возможно, потребуется доработка некоторых качественных характеристик продукта, например, таких как вязкость или необходимая тиксотропность, учитывающая выбранный покрасчиком способ нанесения жидкого грунта.
***
При выборе поставщика следует ориентироваться на компании, оказывающие заказчику всестороннюю техническую поддержку, включая аудит технологического процесса, помощь в поиске проектных решений, консультации и обучение персонала.