В статье: об изготовлении матриц и пуансонов для гибки листового металла из термопластов на FDM/FFF 3D-принтерах.
Введение
Традиционно формообразующую оснастку для гибки листового материала изготавливают из металла, хотя в XIX веке и раньше шаблоны и матрицы для гибки иногда изготавливались из дерева, а для гибки листовой меди, серебра – иногда из дерева изготавливались и пуансоны.
Первые опыты изготовления оснастки для гибки листового металла относится к началу 60-х годов прошлого века – с появлением «литьевых» двухкомпонентных эпоксидных и акриловых смол появилась возможность сравнительно дешево делать оснастку.
Опыт применения показал хорошую стойкость и практическую применимость такой оснастки на гидравлических и винтовых прессах, и полную неприменимость на кривошипных прессах.
Главное требования для возможности использования пластмассовой оснастки – плавное нарастание усилия, плавное начало деформации металла, небольшие скорости и отсутствие удара в процессе гибки.
Несмотря на положительный опыт применения широкого применения пластмассовая оснастка не нашла.
С появление FDM-принтеров появлюсь возможность изготовления оснастки из термопластов на 3D-принтерах. Первые опыты относятся еще к 1993 году… Ниже приведены реальные кейсы изготовления оснастки для гибки и их результаты.
Примеры оснастки для гибки листового металла, изготовленные на FDM/FFF 3D-принтере
Гибка при помощи печатного пластмассового пуансона и металлической матрицы
2021 год
На 3D-принтере Hercules G2 («Импринта») Андрей Шилейко напечатал из филамента ABS GF12 (пластик ABS с добалением 12% рубленного углеволокна, параметры печати неизвестны, заполнение – 100%) пуансон для радиусной гибки листовой заготовки на гибочном станке (матрица – металлическая стандартная). Пуансон позволил гнуть полосы из ст.3 толщиной 3мм с требуемым радиусом закругления.


В 2023 году аналогичный пуансон, но уже с меньшим радиусом изгиба был изготовлен на ВЗМО (Волгоградском заводе медицинского оборудования) для замены «штатного», стального на гидравлическом гибочном станке Durma ADR 25100.
«Штатный» пуансон имеет длину 10мм и для обеспечения нужной длины гиба их устанавливается несколько, «нештатный» был сразу отпечатан нужной длины – 100мм.
Использовался 3D-принтер «Волгобот», филамент «Филаментарно» PA66 GF30 (полиамид PA66 с добавлением 60% рубленного углеволокна), сопло 0,4мм, толщина линии 0,4мм, высота слоя 0,2мм, заполнение 80%.

При помощи пуансона удалось изгибать заготовки из ст.3 толщиной 0,5, 0,8, 1, 2, 4 и 6 мм при нагрузке не более 4 тонны. Партия пуансонов запущена в опытную эксплуатацию.
Гибка при помощи металлического пуансона и пластмассовой матрицы
2023 год
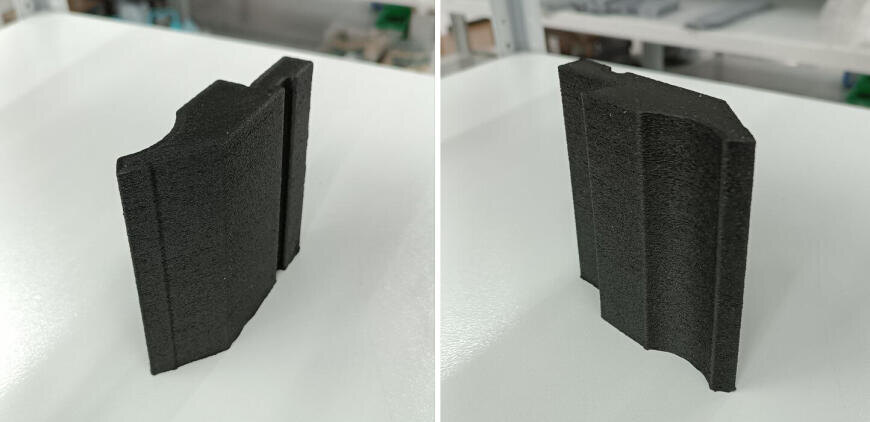
Опыты по гибке листового металла в полимерной матрице при помощи стального пуансона.
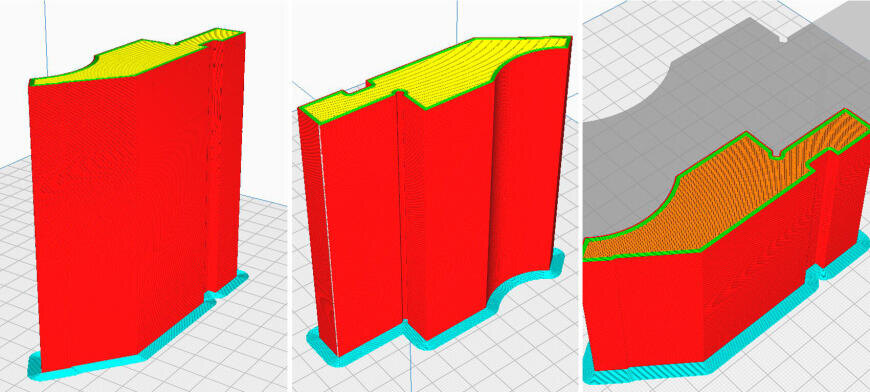
Матрица отпечатана на 3D-принтере SratasysFortus 900 ms из филамамента Sratasys ABS-M30, высота слоя 0,25мм, заполнение 100%
Производилась гибка различных образцов из стали 20 толщиной от 0,5 до 3 мм размером 100х40мм, с усилием до 10 тонн. При этом обнаружилось, что для относительно большого внутреннего радиуса печатная матрица более целесообразна, т.к позволяет снизить усилие гибки на 20-30%. Это происходит из-за разницы в жесткости стальной и полимерной матрицы – полимерная матрица более «гибкая» (менее жесткая), что обеспечивает более плотный контакт между стальным пуансоном и матрицей, изгибаемый материал более плотно зажимается по всей поверхности.
Далее исследователей «Понесло» и они предложили вот такую форму матрицы:
У меня нет комментариев, но теоретически – да, экономия материала налицо.
Гибка листового металла с использованием пластмассовых матрицы и пуансона
2019 год
Опыты по гибке алюминиевого листа из сплава ANSI 3003 (AI – основн., Cu - 1…1,5%, Si – 0,6%, Fe – 0,7%, Zn – 0,1% , ближайший аналог – сплав АМцС). Пуансон и матрица напечатаны из PET-G, параметры печати неизвестны.
2023 год
Изготовление партии деталей («ограничителей») из никелевого сплава ХН60ВТ (Ni – осн., Cr – 25, W – 15, Ti – 0,5) толщиной 0,6 мм. Матрица и пуансон напечатаны из PLA филамента фирмы Esun на 3D-принтере Raise3D Pro3 Plus. Параметры печати: сопло 0,4мм, толщина линии 0,4мм, высота слоя 0,1мм, количество периметров – 15, заполнение 100%, тип заполнения – линейная штриховка. Длительность печати составила 82 часа.
Была изготовлена партия из 200 деталей на гидравлическом вытяжном прессе мод. HVC-2-16, оснастка осталась пригодной для дальнейшего использования.
2024 год.
Изготовление партии скоб из стали ст.3 толщиной 1мм, смазка – индустриальное масло И40. Оснастка изготовлена из ABS пластика на 3D-принтере Picaso Designer Classic. Параметры печати – сопло 0,4мм, высота слоя 0,2мм, заполнение – 100%.
Было изготовлено 12 скоб, оснастка осталась пригодной для дальнейшего использования.
Итоги
Не смотря на малочисленность кейсов можно сделать следующие выводы:
Для гибки тонколистового металла (для стали до 1…1,2мм) можно использовать 3D-печатные из пластмассы матрицу и пуансон
Для гибки металла толще 1…1,2мм необходимо использование либо металлической матрицы и пластмассового пуансона, либо металлический пуансон и пластмассовую матрицу. Максимальная толщина металла для гибки – 3…6 мм
Долговечность 3D-печатных пуансонов/матриц составляет не менее нескольких сотен гибов.
Гибка возможна при использовании гидравлических прессов. Использование винтовых прессов – под вопросом, гибка на кривошипных прессах с использованием пластмассовой оснастки невозможна.
После первого нанесения смазки смазка проникает в поверхность 3D-печатного пуансона/матрицы из-за пористости поверхности, после чего поверхность приобретает антифрикционные свойства не требует дальнейшей смазки.
При компьютерном моделировании, моделирование дает величину усилий и напряжений на 10…30% выше реальных за счет меньшей жесткости пластмассы по сравнению с металлом.
За счет меньшей жесткости пластмассовая матрица лучше фиксирует материал при гибке, разностенность заготовки меньше оказывает влияние на гибку, небольшая твердость обеспечивает отсутствие царапин и повреждений поверхности заготовок.
Для изготовления матриц/пуансонов пригодны самые «обычные» для FDM/FFF 3D-печати пластики – PLA, ABS, PETG. Количество периметров должно быть не менее трех, заполнение – 80…100%. Во всех случаях использовалось сопло 0,4мм, высота слоя 0,2…0,25 мм, но, вероятно, можно использовать и другие параметры печати.
Несмотря на то, что во всех кейсах использовались 3D-принтеры профессионального и полупрофессионального класса, учитывая «обычность» материала, можно предполагать, что пуансоны/матрицы вполне могут быть напечатаны на «бюджетных» 3D-принтерах «бытового» уровня.
Заключение
В целом, в случае мелкосерийного производства использование 3D-печатных пуансонов/матриц кажется вполне оправданным.
Основное препятствие для их использования – страх и недоверие. Использовать «пластмаску» для гибки стали толщиной 3…6 мм с усилием до десятка тонн – страшновато.
Насколько будут востребованы 3D-печатные пуансоны/матрицы для гибки – увидим в будущем.