Если вы хоть раз печатали что-то сложнее кубика — вы с этим сталкивались.
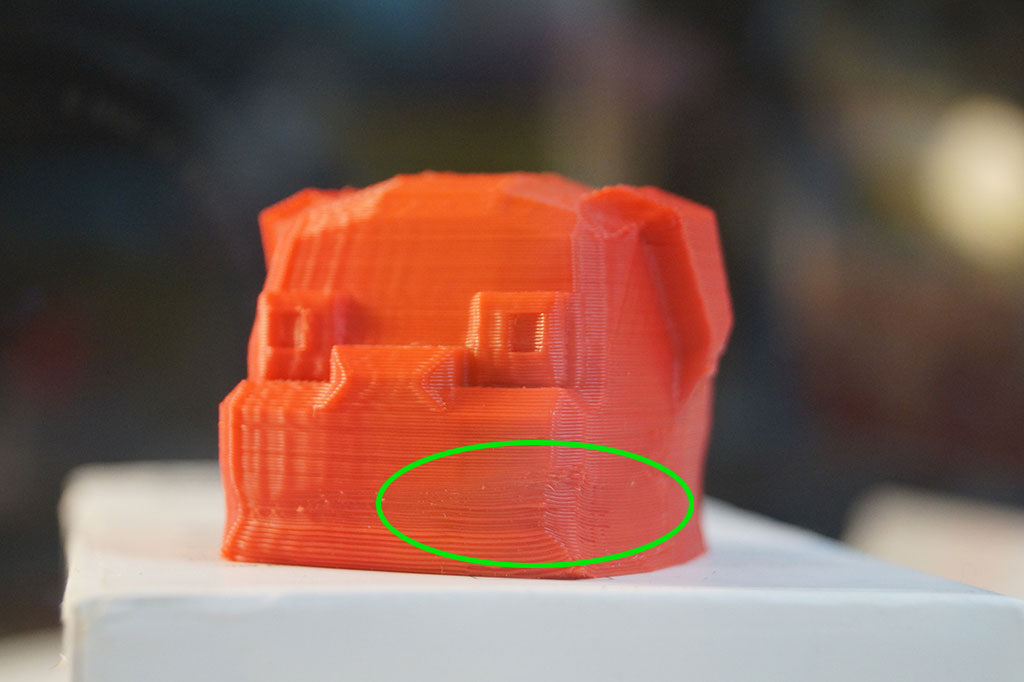
Модель вроде бы удалась: геометрия ровная, слои аккуратные… но поверхность будто покрыта мелкой сыпью. Где-то — капли, где-то — бугорки, а иногда целая дорожка «прыщей» вдоль одной линии.
Новички списывают это на «плохой принтер».
Опытные — на «капризный пластик».
И почти никто не говорит главное: в 90% случаев это не поломка, а конфликт давления, температуры и логики движения печатающей головы.
Разбираемся спокойно и по делу.

Что на самом деле называют «каплями» и «прыщами» в 3D-печати
Внутри сообщества прижились два термина:
Бляшки (blobs) — это локальные скопления излишков пластика. Они чаще всего появляются:
- в начале слоя
- в конце слоя
- при резкой смене направления
- в точках остановки экструдера
Это следствие сброса давления в сопле не в тот момент.
Прыщи (zits) — более мелкие дефекты.
Они выглядят как точки или микробугорки и часто:
- идут цепочкой
- повторяются через равные промежутки
- совпадают с Z-швом
Это уже не «залив», а микроподтекание.
Важно: и то и другое — симптомы, а не болезнь.
Главная причина: давление в сопле живёт своей жизнью
Когда пластик нагрет и выдавливается, внутри хотэнда накапливается давление.
Принтеру всё равно, печатает он или едет вхолостую — давление не исчезает мгновенно.
И если:
- ретракция слабая
- температура завышена
- ускорения слишком резкие
расплав вылазит тогда, когда его никто не ждал.
Он застывает — и вы видите тот самый «прыщ».
Почему проблема почти всегда усиливается у новичков
Есть три классические ошибки:
1. Слишком высокая температура
Новички боятся недоэкструзии и выкручивают температуру «с запасом».
В итоге пластик становится:
- слишком текучим
- медленно застывает
- активно сочится при остановках
Разница в 10–15 °C может превратить идеальную поверхность в наждачку.
2. Неправильная ретракция
Слабая или медленная ретракция не успевает снять давление.
Особенно это заметно:
- на боуден-системах
- на моделях с частыми перемещениями
Именно поэтому «прыщи» часто идут вдоль одной линии.
3. Z-шов в одном и том же месте
Если слайсер каждый слой начинает в одной точке, дефекты накапливаются.
Отдельно они почти незаметны, но вместе превращаются в шрам.
Аппаратные факторы, которые нельзя игнорировать
Даже идеальные настройки не спасут, если:
- Филамент влажный
Влага превращается в пар → микровзрывы → неровная подача. - Сопло изношено или частично забито
Давление скачет, экструзия становится нестабильной. - Экструдер не откалиброван
Лишние доли миллиметра на каждом слое превращаются в дефекты. - Длинный боуден без компенсации
Пластик работает как пружина.
Как реально убрать бляшки и прыщи (без магии)
Ретракция
Для прямого привода:
- расстояние: 0,5–2 мм
- скорость: 20–60 мм/с
Для боудена — больше, но без фанатизма.
Температура
Снижайте пошагово, по 2–5 °C.
Смотрите не на цифры, а на:
- чистоту шва
- адгезию слоёв
- отсутствие нитей
Скорости и динамика
Именно здесь многие теряют качество.
- внешние стенки — медленнее внутренних
- ускорение — умеренное
- рывки — без экстремальных значений
Медленнее ≠ хуже.
Медленнее = стабильнее давление.
Скольжение (coasting / wipe)
Если слайсер поддерживает:
- прекращайте экструзию чуть раньше конца периметра
- давайте давлению «стечь»
Это один из самых недооценённых параметров.
Как не возвращаться к этой проблеме снова
Если коротко — дисциплина.
- нормальный филамент
- сухое хранение
- регулярная чистка сопла
- проверка E-шагов
- адекватные профили под каждый материал
3D-печать не про «один раз настроил и забыл».
Она про контроль процесса.
Почему это критично, если вы печатаете не для себя
Пока вы печатаете для хобби — прыщи раздражают.
Но если вы:
- продаёте изделия
- делаете заказы
- выходите на маркетплейсы
поверхность = деньги.
Клиент не будет разбираться в причинах.
Он просто скажет: «Выглядит дёшево».
Итог
Бляшки и прыщи — это не приговор и не «особенность FDM».
Это сигнал, что:
- давление не контролируется
- температура избыточна
- логика движения не согласована
Исправляется это не апгрейдами, а пониманием процесса.
И именно это отличает оператора 3D-принтера от человека, который «просто нажал Print».
В Telegram, ВК и Макс я делюсь тем, что не всегда подходит для формата Дзена: бесплатные STL, короткие наблюдения, рабочие заметки и апдейты.
👉 Канал в телеграмм 3Д печатник