
Рассказываем о динамическом управлении формой пучка и применении таких систем для лазерной обработки материалов.
Динамическое управление пространственно-временными характеристиками лазерного пучка (англ. Dynamic Beam Shaping) — это новая технология, которая преодолевает ограничения традиционной лазерной обработки. В отличие от статических систем, где форма пятна и распределение интенсивности фиксированы, динамические системы обеспечивают программируемое изменение этих параметров в реальном времени, что открывает путь к принципиально новому уровню контроля над процессом. В английской литературе лазерные системы с динамическим управлением даже получили короткое название dynamic beam lasers.
Физика
В основе современных систем динамического управления формой пучка, рассчитанных на мощности до сотни кВт и выше, лежит принцип когерентного сложения лазерных пучков. Мы рассказывали о нем в нашей предыдущей статье. В такой системе суммируется излучение большого количества пучков (например, 1000), причем программируется набег фазы каждого пучка. Интерферируя, пучки создают заданную картину.
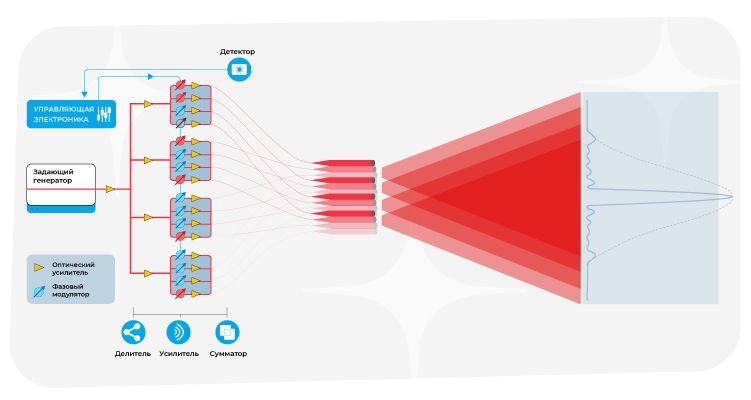
На практике программирование осуществляется следующим образом: оператор задает целевое распределение интенсивности в визуальном интерфейсе, например, выделяя зоны на матрице. После этого специализированное программное обеспечение автоматически вычисляет необходимые фазовые сдвиги и амплитуды для каждого канала, чтобы синтезировать заданную световую структуру.
Технология обеспечивает одновременно высокую мощность и безынерционное управление пучком: оперативное изменение его формы, частоты следования импульсов, последовательности формы и пространственного положения фокуса.
Динамическое управление формой пучка при сварке
С помощью динамического управления параметрами лазерного пучка во время сварки были решены фундаментальные проблемы, связанные со стабильностью парового капилляра (keyhole) и управлением термогидродинамикой расплавленной ванны.
Стабилизация процесса и улучшение качества шва
Мгновенная адаптация формы пучка (например, быстрое переключение между точечным и кольцевым распределением энергии) позволяет активно влиять на потоки расплава, подавляя турбулентность. Это приводит к радикальному снижению пористости и подавлению разбрызгивания, что критически важно для сварки разнородных материалов, например, меди и алюминиевых сплавов в электротехнической промышленности.
Возможность программировать параметры пучка во времени позволяет перейти от многопроходной сварки к однопроходной для заготовок повышенной толщины, а также по-разному подводить тепло к свариваемым материалам. Например, подавать основную часть энергии на материал с высокой температурой плавления, одновременно предварительно прогревая более легкоплавкий металл. Открываются возможности для создания надежных биметаллических соединений.
Контроль микроструктуры
Управляя тепловложением через динамику пучка, можно оптимизировать термические циклы в околошовной зоне, минимизируя рост зерна, образование хрупких фаз (например, мартенсита в сталях) или зон термического влияния. Это позволяет не только соединять детали, но и целенаправленно формировать требуемые свойства соединения:
Технологические преимущества при резке
В процессах лазерного раскроя динамическое управление лучом решает задачу поддержания оптимальных условий испарения и выдува расплава по всей толщине материала.
Повышение качества реза и скорости обработки
Функция изменения положения фокуса с высокой частотой позволяет более равномерно распределять энергию по фронту реза. Это устраняет характерные дефекты резки, такие как окалина, грат, шероховатость кромки. В результате качество поверхности реза достигает уровня, требующего минимальной последующей механической обработки.
Раскрой сложных контуров и резка под углом
Технология динамического управления фокусом позволяет сохранять перпендикулярность луча к поверхности реза и его оптимальную фокусировку при обработке криволинейных траекторий или трехмерных контуров без механического перемещения лазерной головы. Это обеспечивает высокое качество геометрии и постоянную ширину реза по всей траектории.
Области применения
Динамическое управление параметрами лазерных пучков уже внедряется в высокотехнологичных отраслях:
1. Транспортное машиностроение (электромобили)
Сварка элементов аккумуляторных батарей (медь-алюминий), производство электродвигателей, изготовление облегченных конструкций.
2. Аддитивное производство
Управление микроструктурой выращиваемого изделия, минимизация внутренних напряжений.
3. Электроника
Прецизионная сварка и микросварка чувствительных компонентов.
4. Энергетика
Производство теплообменников и высоконагруженных конструкций из специальных сплавов.
Таким образом, применение динамического управления лазерными пучками для сварки и резки позволяет преодолеть принципиальные ограничения классических лазерных технологий, обеспечивая контроль над процессом, высокое качество результата и возможность обработки принципиально новых комбинаций материалов.
Подписывайтесь на наш канал и читайте наши подборки о лазерах и технологиях.
Лазерные технологии в ЛАССАРД
Если вы хотите увидеть лазерные технологии в действии, то приезжайте к нам в шоурум! Мы покажем, как лазерные технологии работают на практике в станках для резки, сварки, маркировки, очистки и упрочнения, а также в гибридном станке 4 в 1.
Наши контакты:
📱 Сайт
📱 Интернет-магазин оптико-механических изделий и оптических столов
👥 ВК
📺 RUTUBE
🏭 Наше производство и шоурум: ОЭЗ «Технополис Москва», 109316, Россия, Москва, Волгоградский проспект, д. 42, корп. 5, пом. 1Н
📞 Наш телефон: +7 495 120 68 86
✉️ Наша почта: sales@lassard.ru