Добрый день, дорогие читатели!
Сегодня я расскажу о лазерной сварке — а точнее, о её основных параметрах и о том, как они влияют на геометрические характеристики сварного шва. В ряде случаев именно эти параметры определяют один из ключевых критериев качества соединения.

Лазерная сварка является одним из перспективных методов соединения материалов благодаря своей точности, высокой концентрации энергии и универсальности. Этот метод активно развивается и находит применение в различных отраслях промышленности, включая автомобилестроение, авиационную промышленность и производство электроники. Режимы лазерной сварки играют ключевую роль в обеспечении высокого качества сварных швов. Они определяют форму, размер и прочность соединения, влияя таким образом на эксплуатационные характеристики изделия.
К основным режимам лазерной сварки относятся:
- мощность лазерного излучения;
- скорость сварки;
- фокусное расстояние лазерного луча;
- проволока и ее скорость подачи;
- частота лазерного луча.
Рассмотрим подробнее, каким образом каждый из этих факторов влияет на геометрические характеристики сварного соединения.
Мощность лазерного излучения
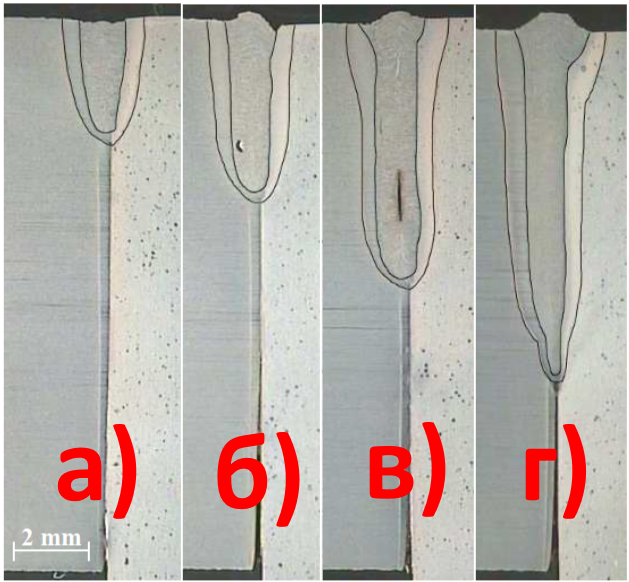
Этот параметр непосредственно определяет энергию, поступающую на свариваемый металл. Чем больше мощность, тем глубже происходит проплавление, однако чрезмерная мощность может привести к перегреву материала и образованию дефектов (прожог). Оптимальная мощность способствует равномерному распределению тепла, улучшая структуру сварного шва и уменьшая вероятность образования пор и трещин. Глубина проплавления увеличивается пропорционально мощности (кто знаком с дуговыми способами сварки может ассоциировать это с силой сварочного тока), при этом ширина шва также возрастает (в основном сверху где усиление сварного шва), хотя менее значительно. Чрезмерная мощность вызывает увеличение высоты валика и ухудшает формирование шва. На рисунке ниже наглядно показано влияние мощности лазерного излучения на глубину проплавления, ширину и высоту сварного шва. На данном рисунке показаны поперечные сечения сварных швов выполненных при прочих равных условиях кроме мощности лазерного излучения которая изменялась от: а - 2500 Вт, б - 4000 Вт, в - 6000 Вт, г - 7500 Вт.
Скорость сварки
От скорости зависит время воздействия лазерного луча на металл. Высокая скорость уменьшает тепловое воздействие, снижая глубину проплавления и сужая шов. Однако низкая скорость увеличивает риск возникновения прожогов и деформации. Также стоит отметить, что при низкой скорости сварки ширина шва увеличивается. Не могу сказать, что высота усиления явно увеличивается с уменьшением скорости сварки, но отчетливо видно изменение формы усиления шва. На рисунке ниже наглядно показано влияние скорости сварки на глубину проплавления, ширину и высоту сварного шва. На данном рисунке показаны поперечные сечения сварных швов выполненных при прочих равных условиях кроме скорости сварки которая изменялась от: а - 1,0 м/мин, б - 1,25 м/мин, в - 1,5 м/мин, г - 2,0 м/мин, д - 2,25 м/мин (мощность лазерного излучения при данных режимах была 5000 Вт).
Однако если увеличить мощность лазерного излучения до 15000 Вт, то наблюдается следующая картина представленная ниже. На данном рисунке показаны поперечные сечения сварных швов выполненных при прочих равных условиях кроме скорости сварки которая изменялась от: а - 4,0 м/мин, б - 4,5 м/мин, в - 5,0 м/мин, г - 8,0 м/мин, д - 10,0 м/мин
В данном случае также четко прослеживается, что с увеличением скорости сварки глубина проплавления уменьшается. Однако говорить про увеличение ширины шва и высоты усиления достаточно сложно, но видно изменение формы проплавления с U-образной на V-образную.
Балансировка скорости помогает добиться оптимальной ширины шва и глубины проплавления, одновременно минимизируя высоту валика и улучшая формирование шва.
Фокусное расстояние лазера
Для начала давайте разберем, что такое фокусное расстояние лазерного луча. Говоря простыми словами это настройка лазера таким образом чтобы собрать наш лазерный пучок в одной точке, тем самым мы можем увеличить интенсивность лазерного излучения. Достигается это при помощи фокусирующей линзы с определенным оптическим расстоянием. Ниже иллюстрация поясняющая написанный текст
Теперь давайте определим три возможных положения фокусного расстояния лазера - отрицательный фокус, фокус и положительный фокус.
- Фокус — это точка с наименьшим диаметром пятна и максимальной концентрацией энергии. Сфокусированный луч подходит для точечной сварки или в тех случаях, когда требуется точное позиционирование луча на обрабатываемой поверхности.
- Отрицательная фокусировка - диаметр пятна слегка увеличен, и чем дальше от фокуса, тем больше становится пятно. Отрицательная фокусировка используется для непрерывной и точечной сварки с глубоким проплавлением с образованием парогазового канала.
- Положительная фокусировка - диаметр пятна немного увеличен, и чем дальше от фокуса, тем больше пятно. Применяется для непрерывной сварки за счет теплопроводности материала.
На рисунке ниже показано влияние фокусного расстояния на геометрические параметры сварного шва. На данном рисунке показаны поперечные сечения сварных швов выполненных при прочих равных условиях кроме фокусного расстояния которое изменялось от: а: +5 мм, б: +2 мм, в: -1 мм, г: - 5 мм, д: - 7 мм (мощность лазерного излучения при данных режимах была 15000 Вт).
Проволока и ее скорость подачи
Если использовать лазерную сварку с подачей присадочной проволоки, то тут нет ничего сверхъестественного с точки зрения физики процесса, он аналогичен многим способам сварки. Однако в случае с лазерной сваркой есть некоторые проблемы.
Одна из сложностей заключается в точности позиционирования проволоки относительно лазерного луча. Точность позиционирования усложняется еще тем, что например при аргонодуговой сварке неплавящимся электродом в среде защитного газа (ААД, РАД) размер сварочной ванны досточно большой чтобы подавать присадочную проволоку именно в сварочную ванну, в случае с лазерной сваркой размер сварочной ванны меньше, что усложняет процесс подачи. Здесь важно понимать, что диаметр проволоки не должен быть больше или равен диаметру пучка лазера. В данном случае мы не расплавим часть проволоки.
Скорость подачи проволоки также является важным аспектом этого процесса. Лазерный луч нагревает металлическую проволоку, превращая её в жидкость. Подача проволоки ограничивает скорость сварки, так как для расплавления проволоки используется значительное количество энергии лазера. Слишком низкая скорость подачи проволоки влияет на проволоку и свариваемые детали. Лазерный луч может расплавить больший участок проволоки. Это приводит к повреждению мостика жидкого металла (при переносе проволоки в сварочную ванну) и образованию капли на конце присадочной проволоки (что приведет к капельному переносу металла). Это ухудшает внешний вид и целостность сварного шва. С другой стороны, слишком высокая скорость подачи проволоки приводит к недостаточному энергообеспечению для плавления. Это увеличивает объём жидкого металла в мостике жидкого металла и на конце проволоки. Кроме того, нерасплавленный кусок проволоки может попасть в сварочную ванну и вытолкнуть жидкий металл. Это приводит к образованию наплывов при затвердевании. Или вообще проволока может не успевать расплавляться, что приведет к тому, что она будет втыкаться
Частота лазерного луча
Что я в данном случае понимаю под частотой лазерного луча - это периодичность (количество) импульсов, посылаемых оборудованием в секунду. Это напрямую влияет на то, как тепло проникает в материал, и на форму сварочной ванны.
- Низкая частота (1–50 Гц):
- большие, мощные импульсы с более глубоким проникновением
- Средняя частота (50–150 Гц):
- сбалансированное проникновение и внешний вид
- Высокая частота (150–300 Гц и выше):
- ровные, эстетичные швы с неглубоким проникновением
Частота лазерной сварки влияет на формирование и характер течения расплавленной ванны в процессе сварки:
Низкая частота (сильные отдельные импульсы)
- Больше вибрации расплавленного металла
- Выше вероятность разбрызгивания
- Лучше заполняет зазоры
- Полезно для более толстых материалов
Высокочастотные (более мелкие и быстрые импульсы)
- Более стабильная сварочная ванна
- Меньше вибрации и чище швы
- Снижение риска прожога при работе с тонкими металлами
- Идеально подходит для косметических сварных швов
Стабильная настройка частоты помогает контролировать течение расплавленной ванны, глубину проплавления и качество поверхности сварного шва. Если частота соответствует толщине материала и требованиям к внешнему виду, можно добиться более чистого и стабильного результата сварки.
Режимы работы лазера
Дополнительным параметром работы лазера может быть режим работы. Существует три основных режима работы:
- Непрерывный режим работы (CW)
- Квазинепрерывный режим работы (QCW)
- Импульсный режим работы (PW)
Непрерывный режим (Continuous Wave, CW)
Данный режим характеризуется постоянным потоком лазерного излучения во время выполнения операции. Он применяется преимущественно для сварки крупных изделий и обеспечения глубокого проплавления. Основное достоинство непрерывного режима — способность создавать однородные и надежные сварные швы большой протяженности. Недостатком является повышенный нагрев зоны сварки, что может вызвать деформацию изделия.
Импульсный режим (Pulse Wave, PW)
Импульсный режим предполагает подачу коротких вспышек лазерного излучения с заданной частотой. Данный подход снижает тепловую нагрузку на изделие, позволяя минимизировать деформации и повысить точность сварки. Импульсный режим предпочтителен для обработки тонких материалов и деликатных компонентов, таких как электронные устройства или медицинское оборудование.
Квазинепрерывный режим (Quasi-continuous Wave, QCW)
Модулированный режим представляет собой комбинацию непрерывного и импульсного режимов. Здесь интенсивность лазерного излучения периодически изменяется согласно заранее установленному алгоритму. Применение такого подхода позволяет достичь оптимального баланса между глубиной проплавления и качеством поверхности сварного шва.
Правильное сочетание всех перечисленных параметров лазерной сварки гарантирует получение высококачественного сварного шва с необходимыми геометрическими характеристиками. Контроль над мощностью, скоростью, положением фокуса, подачей проволоки и частотой позволяет свести к минимуму возникновение дефектов и создать надежные и долговечные конструкции. Поэтому изучение влияния каждого параметра на свойства сварного шва крайне важно для успешной реализации лазерной технологии в производственных процессах.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨