Зубодолбление как и зубофрезерование - сложный процесс, сочетающий в себе строгание и обкатку. Как и при зубофрезеровании – метод получения эвольвентного профиля детали – обкат, т. е. мы имеем кинематическую зависимость, при обработке, в результате которой у нас получается эвольвента на детали.
В процессе резания между долбяком, который является фактически корригированным колесом, и деталью происходит мнимое зацепление аналогично зацеплению в процессе работы. Мнимое – потому, что это зацепление обеспечивается не контактом пар зубьев, а кинематикой станка, но точно такое, как если бы было реальное зацепление, т. е. каждый зуб долбяка зацепляется с каждым зубом колеса, при этом кинематика станка обеспечивает передаточное отношение Zдет / Zдолб. Необходимо показать, что при этом у нас на детали образуется эвольвентный профиль, аналогичный зацеплению с рейкой, доказательство получения которого приведено в статье «Цилиндрические зубчатые колеса».
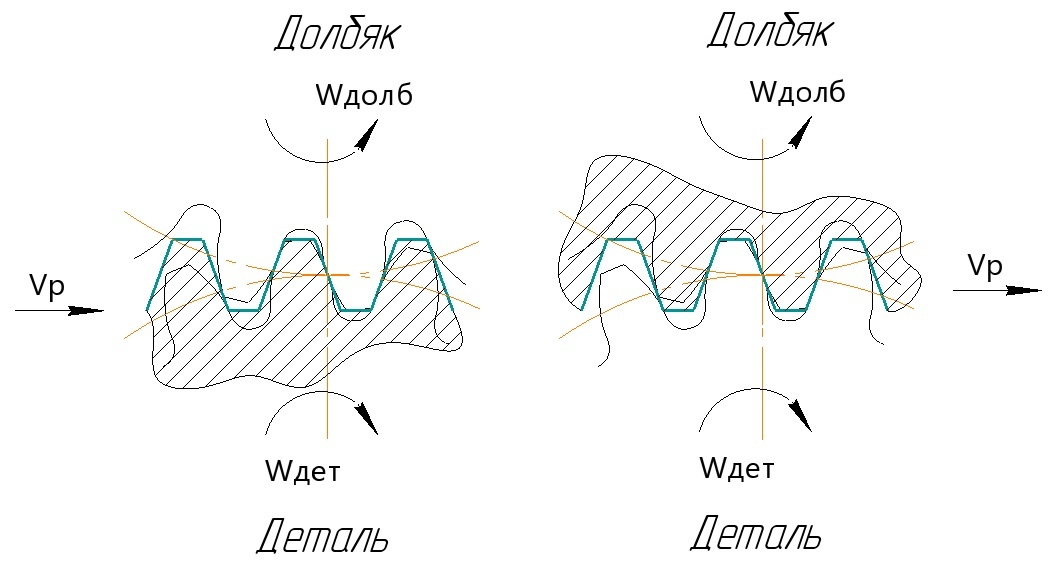
На рисунке 1 у нас изображено зацепление добяка с производимой шестерней, при этом мы еще провели теоретическую рейку, нулевой толщины, которая зацепляется одновременно с долбяком и деталью. Слева наша рейка формирует долбяк, т. е. представим металл рейки со стороны детали, а справа представим металл со стороны долбяка, и тот-же профиль рейки уже формирует эвольвенту детали. Главное условие зацепления – непрерывное с постоянной скоростью качение делительной прямой рейки по делительной окружности колеса без скольжения, если скорость нашей рейки – Vр, а окружная скорость на делительном диаметре долбяка будет: Vокр.долб.=Wдолб*m*Zдолб (где W – угловая скорость долбяка, рад/с), при выполнении условия зацепления имеем равенство эти скоростей:
Vр= Vокр.долб.= Wдолб*m*Zдолб
для детали аналогично
Vр= Vокр.дет.= Wдет*m*Zдет.
Из этих двух выражений можно составить равенство:
Wдолб*m*Zдолб= Wдет*m*Zдет
Или Wдолб/ Wдет = Zдет / Zдолб
Что нам и требовалось показать, если угловая скорость эвольвентного долбяка относится к угловой скорости детали обратно пропорционально отношению числу их зубьев, то мы имеем формирование эвольвентного профиля на колесе. Таким образом задача наладки зубодолбежного станка сводится к настройке передаточного отношения равному Zдет / Zдолб, такая настройка позволит нам нарезать на детали Zдет – зубьев (каждой впадине зуба детали будет соответствовать зуб долбяка) и одновременно это обеспечит нам формирование эвольвентного профиля. Для долбления внутреннего зуба, все аналогично, только тело рейки формирует тело зуба колеса, т. е. внутренний зуб колеса вогнутый, профиль эвольвенты аналогичный зубу наружному, только металл с другой стороны.

Долбяк представляет собой корригированное колесо, при чем с переменным коэффициентом, изменяющимся вдоль оси долбяка, т. е. толщина зуба долбяка уменьшается от его рабочего торца к опорному, долбяк – это как-бы набор шестерен с разным коэффициентом смещения. Достигается это шлифованием со смещением верхнего центра к шлифовальному кругу, т. е. мы шлифуем конус на долбяке. Такая коррекция создает необходимый задний угол. Соответственно выделяют сечение где смещение равно нуля – основное сечение долбяка. Оно не всегда находится на торце, поэтому то что ниже будет иметь X>0, а то что выше X<0. Долбяки затачиваются по передней поверхности, чтобы не потерять профиль, толщина уменьшается, уменьшается и коррекция его профиля.
Процесс резания при зубодолблении – строгание, на каждом ходе долбяка мы имеем двойной цикл – цикл резания, и цикл отхода, переход между циклами осуществляется через «отбой» - отвод долбяка от впадины.
Скорость резания – линейная скорость перемещения штосселя станка (то куда устанавливается долбяк) с долбяком на рабочем ходу, обкат происходит постоянно, т. е. на протяжении всего цикла мы имеем круговое вращение и долбяка и заготовки, поэтому важно правильно настроить отбой, чтобы долбяк на обратном ходе не затерло. Дополнительно, для того чтобы избежать затирания долбяка на отбое, предусмотрено смещение всей колонны влево или вправо от оси долбяк-деталь, для того чтобы создать дополнительный зазор при набегании колеса на долбяк, смещение подбирается опытным путем. Для цикла отбоя необходима канавка под зубом, долбить без канавки не получиться, долбяк сломается, преодолеть мгновенно инерцию штосселя невозможно, да и стружку от прохода нужно куда-то девать. Канавки выбираются по ГОСТ 14775. Но канавка все равно намного меньше чем необходимый перебег червяной фрезы или зубошлифовального круга, в этом большое преимущество зубодолбления. При зуболблении необходимо обеспечивать своевременный смыв стружки из канавки, иначе произойдет поломка долбяка. Направление относительного вращения долбяка и заготовки для наружного зуба – противоположное, для внутреннего зуба одинаковое. «Отбой» всегда настраивается на внутренний и наружный зуб, так как имеет разное направление. Главное движение – поступательное движение штосселя вниз. СОЖ – обычно масло, как и при зубофрезеровании, из-за большого трения.
Долбить можно и косой зуб, также представляя уже косозубую рейку и наш долбяк, при этом понятно, что на каждом ходе долбяк должен совершать вращательное движение, зацепляясь с наклонным зубом рейки, шаг вращения зависит как всегда от mz (z - число зубьев долбяк). Косозубое долбление очень редкий процесс из-за сложности реализации в кинематике станка, обычно это вращение штосселя по копиру с расчетным шагом, для каждого долбяка мы будем иметь свой копир, это слишком накладно, также долбяк будет косозубый, всё в соответствии с зацеплением зубчатых колес.
Режимы резания выбираются исходя из материала долбяка, покрытия, и твердости заготовки, скорости резания при этом ничем особенным не отличаются от других типов обработки для соответствующих материалов, 10-12 м/мин – для быстрореза, 50-80 м/мин – для порошкового покрытого быстрореза, но так как главное движение – поступательное движение штосселя, то мы далеко не всегда можем достигнуть заданных расчетных скоростей резания, так как упираемся в скорость главного движения, это беда старых станков. Круговая подача 0,2-0,5 мм/дв. ход. Врезание на глубину резания, если это врезание по прямой, происходит с подачей 0,1 от круговой подачи обката. Можно врезаться по спирали, тогда подача будет равна подаче обката. Как правило врезание по прямой быстрее, но больше изнашивает один зуб, который врезается. Нарезка происходит как минимум за два оборота заготовки, для выравнивания размера. Цикл зубодолбления состоит из врезания (выход на размер), черновой проход, чистовой, зачистной проход. Используя долбяки высокой точности, новые оправки, и не сильно убитый станок можно добиться очень высоких показателей точности по ширине зуба нарезанного колеса, долбяки желательно иметь с простым числом зубов, чтобы не повторять биение долбяка на одном зубе колеса, ну или число зубьев долбяка дожно быть не кратно числу зубьев колеса.