В данной статье речь пойдет о том, какие лазеры существуют, в чем их достоинства и недостатки, а также приведу некоторые примеры использования таких лазеров. Также в этой статье я указал требования, которые предъявляют к лазерам для различных технологических операций (сварка, термообработка, резка).
Знание видов промышленных лазеров важно каждому, кто хочет понимать современные технологии обработки материалов. Лазеры широко используются в нашей повседневной жизни — от производства автомобилей до изготовления украшений и электроники. Давайте разберемся, какие виды лазеров существуют и где они применяются.
В промышленности используются различные типы лазеров, каждый из которых имеет свои особенности, преимущества и недостатки. Рассмотрим наиболее распространенные типы.
- CO₂-лазеры
- Твердотельные лазеры
- Волоконные лазеры
- Дисковые лазеры
- Диодные лазеры
- Эксимерные лазеры
CO₂-лазеры
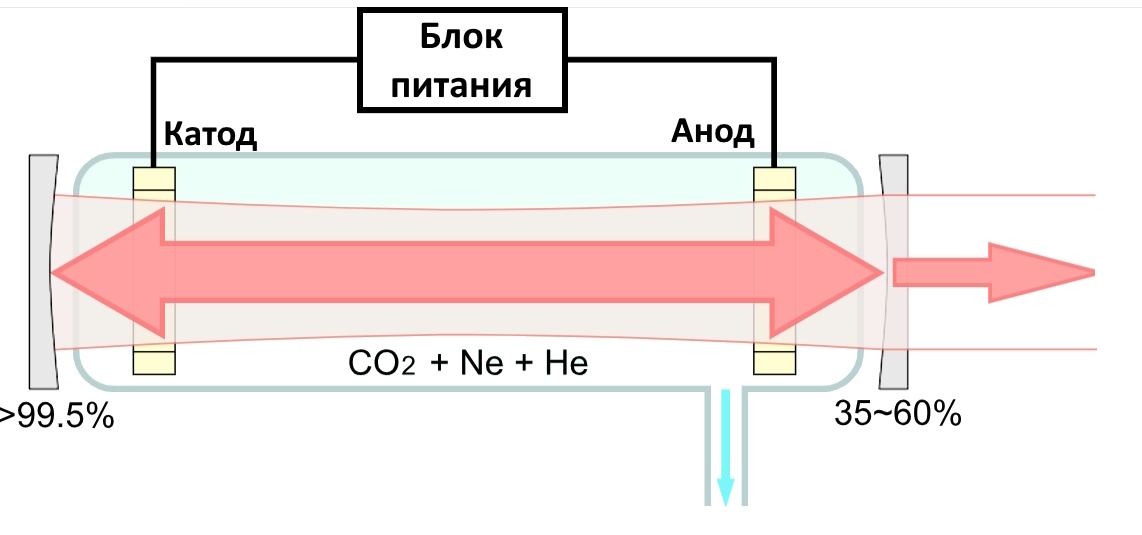
CO₂-лазеры относятся к газовым лазерам и генерируют излучение с длиной волны 10,6 мкм в дальнем инфракрасном диапазоне. Активной средой является смесь газов CO₂, N₂ и He. Это самый распространенный вид газовых лазеров. Они работают на специальной газовой смеси и генерируют инфракрасное излучение. Эти лазеры часто применяют для резки дерева, пластика и стекла.
Принцип работы CO₂-лазера основан на возбуждении молекул азота электрическим разрядом, которые затем передают энергию молекулам углекислого газа. Гелий служит для охлаждения и обеспечения необходимых условий работы.
Преимущества CO₂-лазеров:
- Высокая эффективность поглощения излучения неметаллическими материалами (пластик, дерево, стекло)
- Доступная стоимость эксплуатации
- Хорошая надежность и отработанность технологии
Недостатки:
- Невозможность передачи излучения по оптоволокну
- Большие габариты установок
- Относительно низкая эффективность при обработке некоторых металлов
Пример применения: На предприятии по производству мебели система резки фанеры и МДФ с CO₂-лазером мощностью 1.5 кВт обеспечивает точность реза ±0.1 мм при скорости до 25 м/мин для листов толщиной до 15 мм.
Твердотельные (Nd:YAG-лазеры)
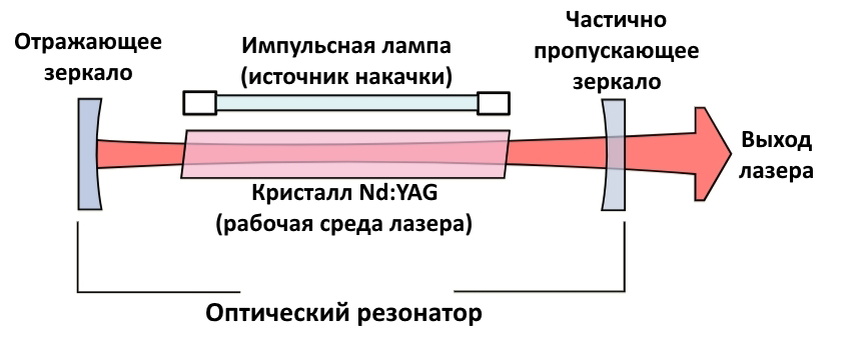
Nd:YAG-лазеры относятся к твердотельным лазерам. Активной средой является кристалл иттрий-алюминиевого граната (YAG), легированный ионами неодима (Nd). Длина волны излучения — 1064 нм (ближний инфракрасный диапазон).
Накачка осуществляется либо импульсными лампами (ламповые Nd:YAG), либо диодами (диодно-накачиваемые DPSS). Nd:YAG-лазеры могут работать как в непрерывном, так и в импульсном режиме.
Преимущества Nd:YAG-лазеров:
- Высокая пиковая мощность в импульсном режиме
- Возможность передачи излучения по оптоволокну
- Хорошее поглощение металлами
Недостатки:
- Низкий КПД (особенно у ламповых систем)
- Необходимость частой замены ламп накачки
- Высокие эксплуатационные расходы
Пример применения: В ювелирном производстве импульсные Nd:YAG-лазеры мощностью 150-300 Вт используются для сварки тонких деталей из драгоценных металлов с точностью позиционирования до 20 мкм, что позволяет создавать изделия с минимальной зоной термического влияния.
Волоконные лазеры
Волоконные лазеры являются современным типом твердотельных лазеров, где активной средой служит оптическое волокно, легированное редкоземельными элементами (обычно иттербием, эрбием или тулием). Длина волны излучения — 1070-1080 нм.
Накачка осуществляется диодами через волоконный световод. Особенность конструкции заключается в том, что генерация и усиление излучения происходит непосредственно в волокне, которое одновременно является и резонатором.
Преимущества волоконных лазеров:
- Высокий КПД (до 30-40%)
- Компактность и модульная конструкция
- Отличное качество пучка (M² ~ 1.1)
- Длительный срок службы (>100 000 часов)
- Минимальное обслуживание
Недостатки:
- Чувствительность к обратному отражению
- Относительно высокая начальная стоимость
Пример применения: На автомобильном заводе система роботизированной сварки с волоконным лазером мощностью 6 кВт обеспечивает сварку кузовных деталей из оцинкованной стали толщиной до 3 мм со скоростью до 8 м/мин и глубиной провара до 5 мм. Коэффициент готовности оборудования составляет 98.5%.
Именно такой тип лазеров сейчас активно используют и продают для ручных систем. Да-да, именно вот такие игрушки, которые сейчас активно возят из Китая и продают всем налево и направо, уверяя, что он решит все их проблемы. Но, к сожалению, это далеко не так. Не буду сильно расходиться по этой теме, т.к. это материал будущей статьи.
Эксимерные лазеры
Эксимерные лазеры относятся к газовым лазерам, где активной средой является смесь инертного газа (аргон, ксенон, криптон) и галогена (фтор, хлор). Термин "эксимер" происходит от сочетания слов "excited" и "dimer" и означает возбужденную молекулу, существующую только в возбужденном состоянии.
Особенность эксимерных лазеров — генерация излучения в ультрафиолетовом диапазоне. В зависимости от комбинации газов, длина волны может составлять от 193 нм (ArF) до 353 нм (XeF).
Преимущества эксимерных лазеров:
- Генерация УФ излучения высокой мощности
- Возможность фотохимического воздействия (холодная абляция)
- Высокое пространственное разрешение благодаря короткой длине волны
Недостатки:
- Низкий КПД (1-3%)
- Сложность и высокая стоимость эксплуатации
- Использование токсичных и агрессивных газов
- Необходимость регулярной замены газовой смеси
Пример применения: В производстве микроэлектроники эксимерный лазер ArF (193 нм) используется для фотолитографии при создании интегральных схем с разрешением до 45 нм. Промышленные установки обеспечивают частоту импульсов до 500 Гц с энергией до 400 мДж, что позволяет обрабатывать до 150 кремниевых пластин в час.
Требования к промышленным технологическим лазерам
Особенность лазерного оборудования состоит в том, что технологический лазер должен удовлетворять, во-первых, общим требованиям, предъявляемым к любому промышленному технологическому оборудованию, а во-вторых, специфическим требованиям, предъявляемым при проведении конкретного лазерного технологичсекого процесса.
Промышленные технологические лазеры должны обеспечивать следующие требования:
1. Необходимый уровень мощности, качество и стабильность излучения. В таблице приведены параметры излучения при различных способах лазерной обработки.
2. Минимальная стоимость 1 кВт энергии излучения.
3. Полный ресурс работы не менее 10^4 часов при не менее 90%-ном времени работы оборудования с генерацией и использованием лазерного излучения.
4. Автоматическое управление мощностью и пространственным положением пучка, а также основными внутренними параметрами.
5. Санитарно-гигиеническая и экологичсекая безопасность эксплуатации.
Теперь вы знаете, какие бывают лазеры и как выбрать подходящий для своей задачи. Надеюсь, эта информация была полезна и интересна.
Спасибо за внимание, подписывайтесь на мой Дзен-канал, ставьте лайки и оставляйте комментарии. До новых встреч! 🔥✨
P.s. всех с наступающим новым годом!