Принцип 3D печати смолой по песку:
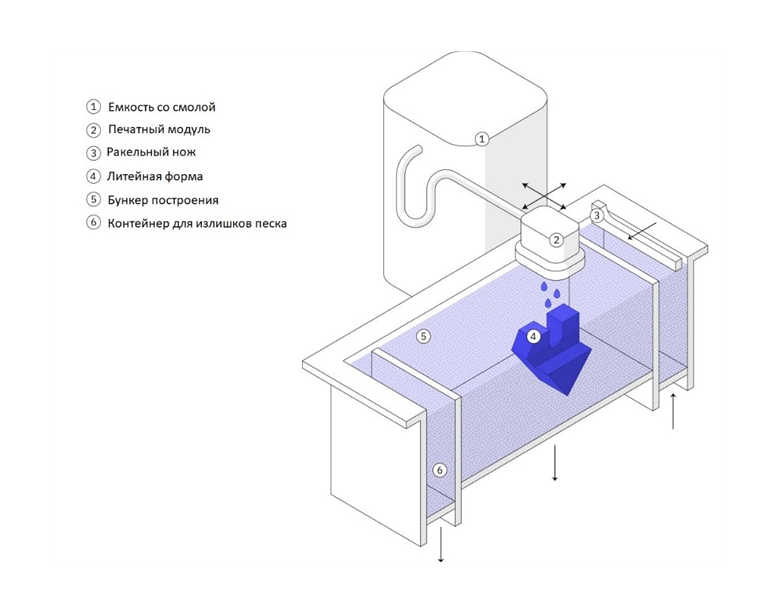
Binder Jetting – технология струйной печати смолой по песку
• Аналогично печати на струйном принтере,
• Вместо чернил фурановая смола.
• Из-за бОльшей вязкости более сложная система подачи чернил (смолы)
• Вместо бумаги – слой песка, смешанного с катализатором (кислотой);
• При начале печати дно бункера поднимается
• Укладывается выравнивающая подушка песка
• Наносится изображение
• Стол опускается на 1 шаг (0,3 или 0,5 мм)
• Наносится слой песка
• Наносится следующее изображение
• Процесс повторяется
ДОСТОИНСТВА И НЕДОСТАТКИ ТЕХНОЛОГИИ

• Достоинства технологии:
• Самая быстрая и дешёвая 3Д технология
• Формы готовы к заливке сразу после очистки
• Достаточная точность для литья
• Возможность объединять стержни и формы
• Уменьшение металлоёмкости отливок
• Легко встраивается в текущие производственные процессы
• 100% повторяемость, стабильные параметры прочности и газопроницаемости
• Недостатки технологии:
• Повышенная газотворность
• Пониженная газопроницаемость
• Ограниченный спектр материалов
• Большие капитальные затраты
• Недостаточная для серийного производства производительность
• Площадь рабочей зоны 150 м2:
• 100 м2 цех
• 30 м2 склад
• 20 м2 офис
• Технические характеристики:
• Размеры бункера печати 1200х1000х600 мм
• Время печати бункера - 10 часов
• Энергопотребление – 30 кВт, 380В, 3 фазы
• Разрешение по Z – 0,3 или 0,5 мм
• Свой компрессор для пневматики
• Влажность в помещении < 40%
• Приточно-вытяжная вентиляция
• Локальная вытяжка из принтера и миксера
• Полностью автоматический процесс печати
• Механизированная загрузка песка и выгрузка форм
• Ручная заправка рабочих жидкостей
ТЕХНИЧЕСКОЕ ЗАДАНИЕ ДЛЯ ОТЛИВКИ «РАЗМОЛЬНАЯ ЁМКОСТЬ»
ПОЛУЧИТЬ МЕТОДОМ ГРАВИТАЦИОННОГО ЛИТЬЯ В ПОЛИМЕРНО-ПЕСЧАНЫЕ ЛИТЕЙНЫЕ ФОРМЫ, ПРОИЗВЕДЁННЫЕ МЕТОДОМ 3D ПЕЧАТИ, ОТЛИВКИ КАЧЕСТВА НЕ ХУЖЕ, ЧЕМ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
• Сплав для отливки - 12Х18Н9ТЛ
• Зубцы отливки не должны требовать механической обработки
ПРОБЛЕМНОЕ ПОЛЕ
• БОЛЬШОЕ КОЛИЧЕСТВО ГАЗОВЫХ ДЕФЕКТОВ ПРИ ЛИТЬЕ НЕРЖАВЕЮЩИХ И ЖАРОПРОЧНЫХ СТАЛЕЙ:
• Из-за использования более мелкой фракции песка газопроницаемость формы понижена
• Особенность технологии – повышенное содержание смолы в форме, что влечёт повышенное газовыделение
• ВАРИАНТЫ РЕШЕНИЙ:
- Улучшение газопроницаемости стенок формы и стержня закладкой выпоров \ газоотводных каналов на этапе проектирования
- Подбор антипригарного покрытия
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ ЭКСПЕРИМЕНТ 1:
Оценка технологий улучшения газопроницаемости форм с антипригарным покрытием на базе цирконового песка
Изготовлены 3 варианта формы :
- Сплошная,
2. С опустошениями стержневой части,
3. С опустошениями и горизонтальными \ вертикальными газоотводными каналами диаметром 1 мм
Все формы окрашены противопригарным покрытием Zirkofluid 6672
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ РЕЗУЛЬТАТ ЭКСПЕРИМЕНТА 1.
Все три варианта форм показали негодный результат
- Обширные газовые дефекты по всей поверхности
- Дефекты, связанные с конфигурацией ЛПС – наплывы, непроливы и спайки
Для выявления корневой причины принято решение скорректировать ЛПС
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ ЭКСПЕРИМЕНТ 2
Оценка влияния на газопроницаемость формы каналов сечением 2 мм с покраской антипригарным покрытием на базе цирконового песка
- Изменена ЛПС, добавлено 6 выпоров в шлакоуловитель
- Газоотводные каналы увеличенного диаметра – ф2 мм
- Антипригарное покрытие сменено на Zirkofluid 1219Б, окраска кистью
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ РЕЗУЛЬТАТ ЭКСПЕРИМЕНТА 2
- Из шести выпоров сработало два
- Характер газовых дефектов изменился, но отливка негодная
Решено:
• увеличить поверхность газоотвода
• Разместить газоотвод в трёх направлениях
• Убрать неработающие выпоры
• Изменить технологию покраски
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ ЭКСПЕРИМЕНТ 3
Оценка газопроницаемости формы с каналами диаметром 3 мм в трёх направлениях и с окраской пневмокраскопультом.
- Количество выпоров уменьшено до двух
- Размер газоотводных каналов увеличен до ф3 мм
- Каналы продуты воздухом, но не насквозь
- Каналы размещены по осям XYZ
- Окраска поверхности пневмокраскопультом
- Антипригарное покрытие Zirkofluid 1219Б
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ РЕЗУЛЬТАТ ЭКСПЕРИМЕНТА 3
- Газовых дефектов нет
- Структура поверхности отливки повторяет структуру поверхности формы
- Дефекты литья только под литниками – следы размыва зубцов
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ ЭКСПЕРИМЕНТ 4
Оценка достаточности только вертикальных каналов и тестирование трёх вариантов антипригарных покрытий
- Доработаны литники – ввод заужен в 2 раза
- Каналы ф3 мм расположены только вертикально
- Антипригарное покрытие Zirkofluid 1219Б
- Окраска поверхности пневмокраскопультом
ПОВЫШЕНИЕ ГАЗОПРОНИЦАЕМОСТИ РЕЗУЛЬТАТ ЭКСПЕРИМЕНТА 4
- Газовых дефектов нет
- Структура поверхности отливки повторяет структуру поверхности формы
- Антипригарное покрытие Zirkofluid 1219Б подходит для литья жаропрочных и нержавеющих сталей
ИССЛЕДОВАНИЕ АНТИПРИГАРНЫХ ПОКРЫТИЙ ЭКСПЕРИМЕНТ 5
- Форма с опустошениями окраска составом Metcast-03(Э) на основе комплекса алюмосиликатов (Al2O3 - 58%, SiC - 22%, AlSi2O6 - 8%, C19H24O2 – 12%)
- Форма с опустошениями и газоотводными каналами, окраска составом Metcast-03(U) на основе оксида алюминия (Al2O3)
ИССЛЕДОВАНИЕ АНТИПРИГАРНЫХ ПОКРЫТИЙ РЕЗУЛЬТАТ ЭКСПЕРИМЕНТА 5
- Газовых дефектов нет
- Структура поверхности соотвествует структуре формы
- Покрытие Metcast-03(U) подходит для литья нержавеющих и жаропрочных сталей
ИССЛЕДОВАНИЕ АНТИПРИГАРНЫХ ПОКРЫТИЙ РЕЗУЛЬТАТ ЭКСПЕРИМЕНТА 5
- Газовых дефектов нет
- Структура поверхности соответствует структуре формы
- Покрытие Metcast-03(Э) подходит для литья нержавеющих и жаропрочных сталей