
Для производственных и промышленных компаний оптимизация системы закупок — это, без преувеличения, новый резерв роста бизнеса. Вот как это выражается в цифрах — немного математики.
Представим производственную компанию с годовой выручкой 10 млрд рублей. Если на закупки товаров, работ и услуг уходит 60% от выручки (это 6 млрд рублей), а рентабельность продаж составляет 10%, то EBITDA (операционная прибыль) компании — 1 млрд рублей.
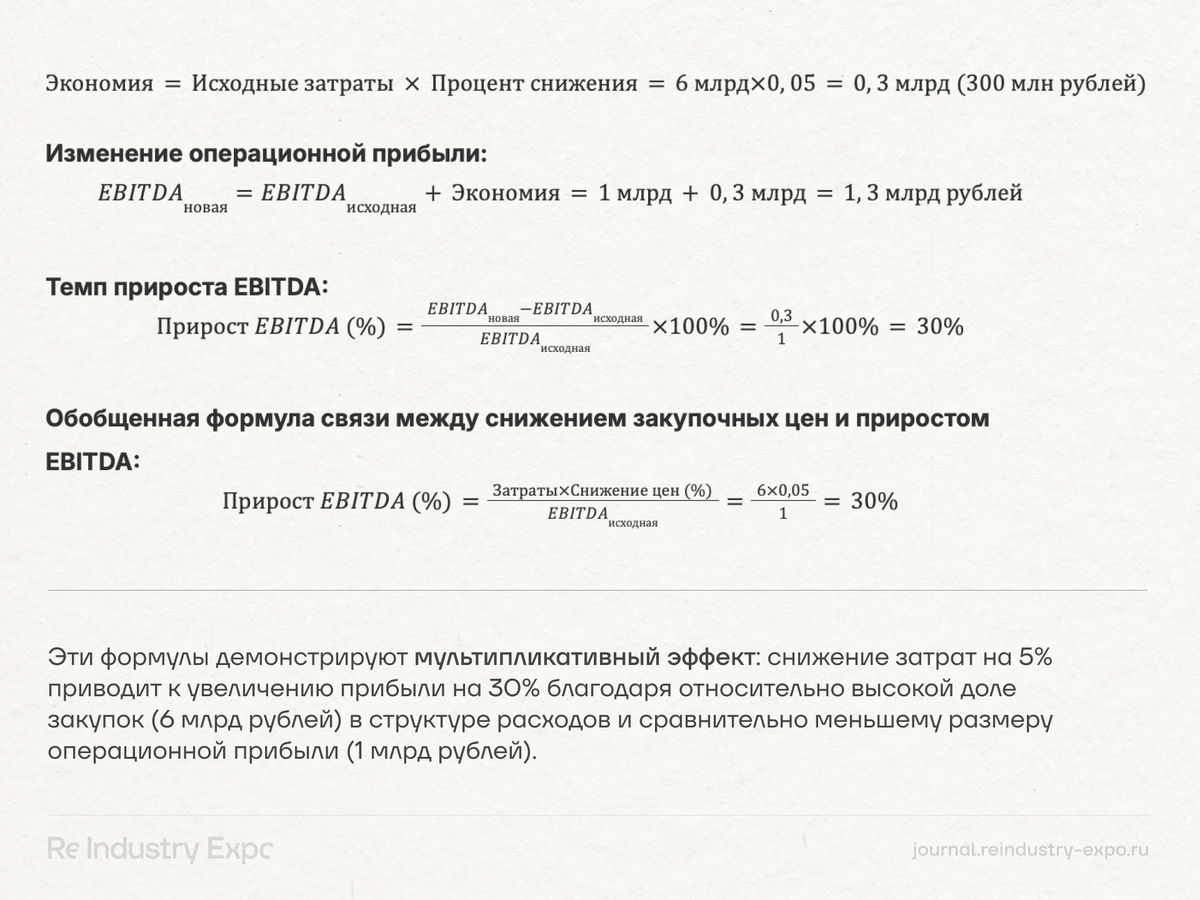
Теперь представим, что компания снизила затраты на закупки всего на 5%. Экономия от общей суммы в 6 млрд рублей составила 300 млн. И вот ключевой момент: эти 300 млн рублей полностью переходят в операционную прибыль, увеличивая её с 1 млрд до 1,3 млрд рублей.
Снижение закупочных цен на 5% дает прирост EBITDA на 30%.
Расчёт экономии затрат:
Но далеко не все компании пришли к выводу о важности кросс-функционального взаимодействия.
По опыту аудита нескольких десятков российских производственных компаний отдел закупок и производство не умеют действовать в унисон и вместо тесного сотрудничества накапливают взаимные упреки и обвинения. Кто был на производственных планёрках, тот понимает, о чём идет речь.
Приведу несколько небанальных рекомендаций, как улучшить взаимодействие департамента закупок и производства.
1. Составьте график испытаний материалов вместо хаотичного тестирования образцов
Вместо спонтанных и ситуационных испытаний сформируйте двухлетний график испытаний сырья и материалов — совместно с производством. Такой горизонт позволит учесть длинные циклы изготовления образцов, само проведение испытаний и время на поставку.
Ориентируйтесь не на то, что предлагают поставщики «на пробу», а на те материалы, где действительно нужна замена или аналог.
Классическая ситуация, с которой я столкнулся, когда работал директором по закупкам в металлургическом холдинге: приходишь к поставщикам, они предлагают материалы — например, краситель по 500 тысяч рублей за тонну.
Поставщик говорит: «Давайте отгрузим 200 килограммов на пробу. Если не понравится — не платите, понравится — платите». Цена образцов ниже текущего поставщика — казалось бы, что мы теряем?
Приходишь к производству с новостью:
«— Через две недели поступит несколько бочонков красной краски, 200 килограмм. Испытайте, пожалуйста.
— Нет, не будем. Зачем нам это надо? У нас хорошая краска работает.
— Ну ведь эта краска дешевле.
— Посчитай её влияние на себестоимость продукции — там меньше одного процентного пункта экономии. Зато мы точно знаем, что наша краска хорошо работает, у неё хороший расход, с поставщиком всё в порядке. Зачем нам испытывать?».
И получается патовая ситуация. Либо производство откажется испытывать сразу, либо согласится «когда будет время» — а его не будет ни через 1 месяц, ни через 2, ни через 3. График плотный, возможности нет. Истекает срок годности образцов, поставщик начинает напоминать о себе: «Что там с испытаниями? Платите или дайте акт отказа». А у тебя ни денег, ни акта.
Без общего графика испытаний процесс зависает между закупками, производством и поставщиком — у каждого свои приоритеты.
Поставщик обижается, производство обходит тебя стороной, потому что ты постоянно напоминаешь про испытания. Выбросить образцы они не могут — не положено, но и испытывать не хотят.
Проблема в том, что образцы касались категории, где всё и так стабильно: аккредитованные поставщики, надёжное качество.
Если бы график испытаний составлялся совместно, стало бы сразу видно, где действительно есть потребность в поиске аналогов. Под эти задачи запрашиваются образцы, производство формулирует требования, поставщик их учитывает — и быстрее доходит до нужного результата с нужным качеством.
2. Фиксируйте причины недоиспользования мощностей, а не только формальные простои
Отсутствие формальных простоев из-за дефицита сырья и материалов — не показатель эффективности. Чаще всего график просто меняется: вместо оптимального запускается то, что есть.
Производство не стоит, но мощности используются не полностью, а скрытые потери никто не считает.
Самая большая проблема в том, что такие потери невидимы для отчётности. Простои не фиксируются, и упущенная выгода остаётся за кадром.
Например, конвейер по производству печенья должен выпускать четыре вкуса: малину, клубнику, яблоко и персик. Каждая смена вкуса — 5 часов простоя. Но когда нужно было переходить с малины на клубнику, ароматизатора для клубники не оказалось. Пришлось срочно запускать яблочное печенье, не сделав и половины запланированной клубники.
Позже ароматизатор прибыл, линию снова остановили, чтобы допечь клубнику, а потом перенастроили на персик.
Из-за одной недостающей упаковки ароматизатора возникло 10 часов дополнительных простоев. За это время могли произвести 10 000 пачек, но время и прибыль просто испарились — и нигде не были зафиксированы.
Чтобы выявить такие потери, стройте дашборды, которые показывают реальные причины недоиспользования: дефициты материалов, кадров, поломки, отсутствие заказов. Только так можно зафиксировать, где и почему мощность не используется — даже если формального простоя не было.
Если среди причин стабильно всплывает дефицит сырья и материалов, с ним и нужно работать. Накопление запасов на складе — далеко не единственный метод. Можно создавать складские программы на стороне поставщика, активизировать локализацию закупок или повысить дисциплину поставок.
3. Оценивайте материалы по влиянию на выпуск, а не по цене закупки
Во многих компаниях у департамента закупок стоит KPI на экономию, из-за чего в приоритете — самые дешёвые материалы. При этом игнорируются реальные потери: перерасход, замедление линии, нестабильность процесса.
Здесь нужно усвоить главный урок: если материал А обеспечивает прирост производительности оборудования по сравнению с материалом Б, этот эффект нужно посчитать.
Во многих случаях дополнительная выработка даёт компании прибыль, которая многократно перекрывает экономию на более дешёвом сырье. Поэтому решение должно приниматься по влиянию на выпуск и операционную прибыль, а не по цене за тонну.
Если один материал увеличивает производительность оборудования — рассчитайте этот эффект. Часто дополнительный выпуск продукции приносит прибыль, которая в разы превышает экономию от дешёвого сырья.
Так, в одной компании FMCG-сегмента, где я работал, использовали упаковочную плёнку толщиной 30 микрон с флексопечатью. Её закупали на несколько миллионов рублей в месяц. Я решил сделать плёнку тоньше — перейти с 30 на 25 микрон для экономии.
Эксперименты показали, что да, действительно удаётся работать на плёнке 25 микрон, она позволяла экономить порядка 15-20%. Но она оказалась более чувствительной — линию нельзя было разогнать выше паспортных значений, упаковку начинало заминать на фасовочном узле.
По неопытности меня это не остановило. Я подумал: здорово сэкономлю на переходе на эту плёнку примерно 700-900 тысяч рублей в месяц. Это хорошие деньги для нас. И начал частично размещать заказы на 25-микронную плёнку.
Получилось не очень.
На обычных плёнках толщиной 30 микрон мы работали на максимальных скоростях, даже выше паспортных — не 550 циклов в минуту, а 570. А вот на 25-микронной плёнке работали на базовых паспортных скоростях без возможности превышения.
Итог:
Экономия на закупке — около 800 тысяч в месяц, потери от недовыпуска — около 5 миллионов рублей операционной прибыли. Несопоставимые величины.
Если за счёт параметров сырья можно увеличить производительность оборудования и выпуск — это нужно использовать. Ваш настоящий KPI — не цена за тонну, а вклад материала в выработку и прибыль.
4. Заберите планирование закупок сырья и материалов у производства
Производственный департамент отвечает за выпуск, качество и соблюдение технологии, но не за управление цепочками поставок. Планирование закупок сырья и материалов должно находиться в зоне ответственности снабжения — это снижает риски дефицита и позволяет учитывать реальные сроки поставки.
На одном из предприятий целлюлозно-бумажного производства я впервые увидел, к чему приводит передача планирования в зону производства
Производственники должны были подавать заявки на материалы, указанные в технологических спецификациях и картах. Но чтобы делать это правильно, им нужно было учитывать сроки поставки, риски срывов, заранее формировать потребность по позициям с длинным циклом поставки — 6–8 месяцев. А для этого их сначала нужно регулярно снабжать актуальными данными: реестрами сроков поставки и обработки заказов.
Без такой коммуникации заявки превращаются в источник проблем. Производство подаёт потребности на материалы с трёх- или четырёхмесячным сроком поставки — но с ожиданием, что они приедут через месяц. Аргумент — «у нас важный запуск, давайте выкручивайтесь». В результате создаются хронические риски дефицитов.
Бывает и обратное — страх остаться без материала приводит к избыточным заказам. Когда заявители в производстве — а это, как правило, несколько человек — то начинается хаос.
Один подаёт заявку в последний момент, другой — сильно заранее и с запасом. Планирование начинает зависеть не от данных, а от личного стиля каждого: кто-то бережлив, кто-то расслаблен. Вместо расчёта — психологический портрет внутренних заказчиков.
Когда я перевёл планирование в зону закупок, то начал с того, что сам сформировал ресурсный план: какие материалы и когда должны поступать, с учётом сроков поставки и надёжности текущих поставщиков.
Поначалу я ежемесячно приходил в производство с таблицей и защищал план по позициям. Через полгода мы перешли к рабочей схеме: производству не нужно ничего заказывать — достаточно поддерживать в актуальном состоянии нормы расхода и технологические карты. Всё необходимое будет на складе.
Если вы поддерживаете нормативы в актуальном состоянии, склад «автоматически» пополняется необходимыми материалами.
Производственный департамент воспринял это с облегчением: с них сняли лишнюю ответственность, высвободилось 3–5 часов в месяц у каждого.
У нас тоже сократились трудозатраты — не нужно было разбирать заявки, спорить по позициям. Параллельно повысилась стабильность снабжения: ушли дефициты, снизилось количество профицитов (которые тоже сильно бьют по прибыли — писал об этом здесь), товарные запасы стали более ровными, внутренний заказчик стал более удовлетворён бизнес-процессом.