ВЫВОДЫ*🔥 Секреты экструзии: Почему размер зазора и диаметр шнека решают всё?
Мы завершаем серию постов о том, как метод конечных элементов (FEA) помогает нам понять сложные процессы внутри экструдера. FEA — это мощнейший инструмент, позволяющий "заглянуть" туда, куда не доберётся ни один датчик: увидеть трёхмерные профили скоростей, давления и температуры расплава!
Что мы выяснили благодаря FEA:
1. Горячие точки и неоднородность:
• Из-за вязкого трения и особой циркуляции расплава, зоны с высокой температурой образуются в центре канала шнека.
• Это значит, что неоднородность температуры расплава — это неотъемлемая часть работы одношнекового экструдера. Материал не нагревается равномерно!
2. Зазор шнека: Маленький нюанс с большими последствиями:
• При увеличении зазора между витком шнека и цилиндром температура расплава внутри канала может значительно повыситься.
• Более того, область перегрева расширяется к корню шнека.
• Почему это опасно? Увеличенный зазор создаёт "застойный" слой расплава, который плохо отводит тепло. А в сочетании с тем, что материал у корня шнека находится дольше всего, это прямой путь к деградации полимера!
• Важно запомнить: радиальный зазор между шнеком и цилиндром должен быть не более трёх тысячных диаметра шнека! Это критически важно для контроля температуры и качества продукта.
3. Размер имеет значение: Диаметр шнека и время нагрева:
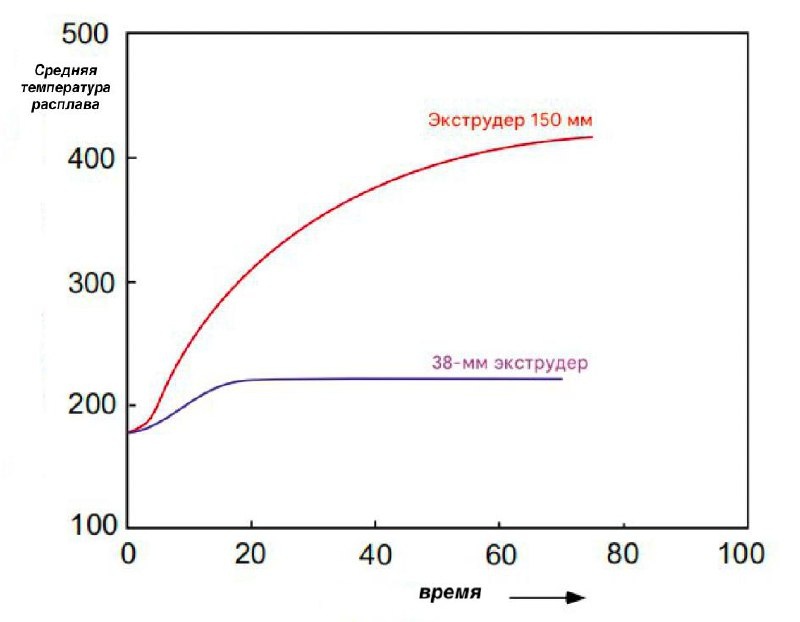
• Теперь посмотрим на Рис. Он демонстрирует изменение средней температуры расплава со временем для экструдеров разного диаметра.
• Малый экструдер (38 мм, синяя линия): Температура быстро выходит на стабильный уровень (около 220 °C) за 10-20 секунд.
• Большой экструдер (150 мм, красная линия): Температура не только достигает гораздо более высоких значений (свыше 400 °C), но и стабилизируется гораздо дольше – более 30 секунд!
• Вывод: Типичное время пребывания расплава в зоне транспортировки составляет 15-20 секунд. Это означает, что в крупных экструдерах температурные условия не всегда успевают полностью стабилизироваться! Особенно это актуально при высоких скоростях шнека.
4. Практические рекомендации для больших экструдеров:
• В крупных экструдерах контроль температуры и её однородности сложнее, потому что соотношение площади поверхности к объёму менее благоприятно (объём растёт быстрее поверхности).
• Именно поэтому большие экструдеры часто работают на более низких скоростях шнека, чем малые.
• Для них также особенно важно обеспечить отличное перемешивание вдоль всего шнека, чтобы компенсировать температурные неоднородности и предотвратить деградацию.
В итоге: Численное моделирование методом конечных элементов — это не просто красивые картинки, а мощный инструмент для инженеров. Оно позволяет проектировать и настраивать экструдеры так, чтобы обеспечить максимальную эффективность, качество продукции и предотвратить дорогостоящий брак.
#экструзия #моделирование #FEA #полимеры #промышленность #инженерия #технологии #пластики #производство #оптимизация