
Экструзионно-выдувное формование — это высокотехнологичный процесс, позволяющий создавать полые пластиковые изделия любой сложности: от медицинских флаконов до автомобильных топливных баков. В основе этого процесса лежит пресс-форма — сложный инструмент, от качества проектирования и изготовления которого зависят повторяемость, геометрия, качество поверхности, распределение толщин стенок, функциональность готового изделия и, в конечном счете, успех всего производства. Давайте подробно разберем все этапы создания пресс-формы, от первоначальной идеи до запуска серийного выпуска продукции.
Проектирование пресс-форм для ЭВФ — это сложная инженерная задача, требующая баланса между конструкцией изделия, свойствами материала, технологией производства и экономической эффективностью.
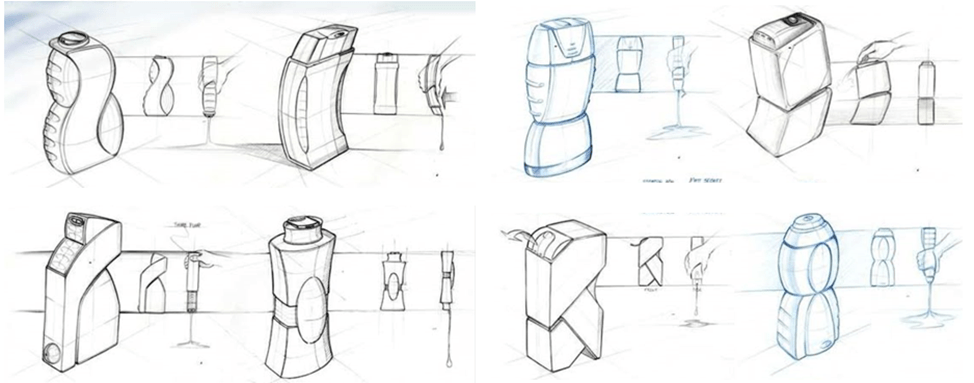
Этап 1: Концепция изделия — Фундамент проекта
Проектирование оснастки и, в частности, пресс-формы начинается с проработки дизайна изделия. Чтобы пресс-форма получилась технологичной (несложной и, как следствие недорогой в изготовлении) и долговечной, то есть обеспечивающей стабильное качество продукции на всем жизненном цикле, нужно позаботиться об этом на стадии проектирования изделия.
1. Анализ конструкции изделия
На данном этапе визуализируются идеи. Инженеры и дизайнеры создают 3D-модель будущего изделия, определяя его форму, размеры, толщину стенок, материал (например, ПЭТ, ПП или ПВХ), объём производства, функциональные требования, эргономику и эстетику. Качественно выполненный дизайн создает основу для дальнейших инвестиций в проект.
На данном этапе должны быть учтены особенности и возможности технологии экструзионно-выдувного формования (сопряжение с другими деталями, углы съема, относительное удлинение при разрыве материала, формирование швов по линии смыкания и удаления облоя, особенности транспортировки, хранения, маркировки и этикетирования изделия, нагрузки на изделие в процессе его эксплуатации и т.д.).
2. Выбор материала изделия
Подбирается тип полимера (ПЭ, ПП, ПЭТ и т.д.), что критически влияет на проектирование, так как каждый материал имеет свой коэффициент усадки, технологические особенности при изготовлении и применении, а также напрямую влияет на выбор материала пресс-формы.
- HDPE, LDPE: наиболее распространены, умеренная усадка (1.5-3.5%). Допускают применение широкого списка материалов для пресс-формы (конструкционные стали, алюминиевые сплавы и т.д.).
- PP: схожие свойства с PE.
- PVC: требует коррозионностойких сталей из-за выделения агрессивных газов.
- PET, PC, PA: используются для инженерных изделий, имеют свои особенности при выборе материалов пресс-форм.
3. Формирование ТЗ
Создается документ, включающий все требования: чертежи изделия и горловины, массу изделия, допуски, посадки, качество поверхности, место под этикетку, планируемый объем производства.
- Наиболее сложный элемент канистры/флакона – это горловина. Правильно запроектированная горловина позволит получать изделие, исключающее протечки, необходимое усилие при закрытии/открытии крышки, удаление контрольного кольца и т.д. Получение работоспособной горловины достигается не только оснасткой, но и технологией изготовления.
- Второй важный элемент – место под этикетку. В последнее время все более широкое распространение в производстве канистр получает технология инмоулд-декорирования (In-Mold Labeling, IML), позволяющая наносить прочные и долговечные изображения непосредственно в процессе формования. Кроме того, применение IML усложняет технологию изготовления канистр/флаконов, а следовательно, их подделку. На текущий момент широкое применение данная технология получила при изготовлении канистр для смазочных материалов в компании «ЛУКОЙЛ».
- Третий элемент – требования к пресс-форме, определяемые выбранным материалом изделия, тиражом изделий, оборудованием, на котором планируется производить продукцию и т.д.
Этап 2: Конструкторское проектирование — Создание виртуального прототипа
На этом этапе инженеры-конструкторы превращают техническое задание в цифровую модель пресс-формы, принимая ряд ключевых решений.
1. Количество гнезд
Определяется объемом производства и возможностями оборудования, на котором предполагается производство. Одно- или многогнездные формы.
2. Определение линии разъема
Линия разъема формы — это место, где две половины формы встречаются. Ее расположение должно минимизировать видимость шва на готовом изделии и обеспечить его легкое извлечение. В случае изготовления сложных изделий расположение в пресс-форме играет определяющую роль для технологичности и долговечности пресс-формы. Например, различные емкости для технологических жидкостей автомобиля имеют сложную геометрию с обратными углами и отверстиями, что приводит к необходимости добавлять подвижные элементы в пресс-форме, либо выполнять дополнительные операции с изделием после его извлечения из пресс-формы.
3. Система выдувания
Расположение штуцера (иглы, ниппеля, дорна): Место, где сжатый воздух поступает в заготовку.
- Сверху: самый распространенный вариант для бутылок, банок, флаконов, канистр. Игла входит через горловину.
- Снизу: используется для баков и ящиков, где важно сохранить целостность горловины, либо для габаритных изделий, где перемещение каретки с пресс-формой требует значительных энергетических и временных затрат.
- Сбоку: Игла встраивается в область зажимной кромки, либо в плиту пресс-формы.
Диаметр и конструкция воздушных каналов: Должны обеспечивать быструю подачу достаточного объема воздуха для качественного формования до того, как заготовка остынет.
4. Система обрезки и прижима
- Проектирование острой режущей кромки, которая надежно зажмет и обрежет заготовку (паризон).
- Определение углов заточки (обычно 15-30°) и ширины площадки — от этого зависит прочность шва и количество облоя.
- Проектирование углублений за прижимной кромкой для направления и контроля облоя, чтобы он не мешал смыканию формы.
5. Проектирование системы охлаждения
Это один из самых важных элементов, определяющий цикл производства. На охлаждение может приходиться до 80% времени цикла.
Принцип работы: В теле формы делаются каналы, по которым циркулирует охлаждающая жидкость (обычно вода) для того, чтобы охлаждать металл пресс-форм и само изделие. В результате охлаждения пластик затвердевает и может быть извлечен из пресс-формы.
Наиболее эффективным является конформное охлаждение, то есть каналы охлаждения повторяют контур конечного изделия.
Как сделать максимально эффективную систему охлаждения для Вашей пресс-формы расскажут наши инженеры по тел.: +7-930-2-111-000 или напишите нам на почту info@pkpf.ru.
Чтобы купить надежную и недорогую пресс-форму для экструзионно-выдувного формования также можно обратиться к нашим специалистам.
Требования к охлаждению пресс-формы:
- Каналы должны располагаться как можно ближе к поверхности формы, равномерно охватывая весь контур изделия (расстояние 1.5-2 диаметра канала).
- Диаметр каналов обычно 8-14 мм.
- Должна быть обеспечена турбулентность потока для эффективного теплообмена.
- Конструкция должна исключать «мертвые зоны» без охлаждения.
Равномерное и эффективное охлаждение — залог короткого производственного цикла и отсутствия деформаций (коробления) изделия.
6. Разработка системы вентиляции
Воздух, находящийся внутри, должен быстро выйти. Если этого не произойдет, возникнут дефекты: недодувы, подпалины (ожоги материала) или плохая детализация рельефа.
Способы вентиляции:
- Вентиляционные каналы (выпары): микро-щели (глубиной 0.01-0.035 мм) в области разъема, которые позволяют воздуху выйти, но не пропускают расплав.
- Вентиляционные отверстия: сверлятся в «глухих» зонах (углублениях, местах для гравировки). Часто закрываются пористыми вставками (спеченный металл), которые пропускают воздух, но не пластик.
- Притирка поверхности формы: микронеровности на поверхности формы также служат для микро-вентиляции.
7. Дополнительные элементы и механизмы
- Система выталкивания: продумывается механизм извлечения готового изделия (выталкивающие стержни, плиты, пневматика). В отличие от литья под давлением, часто не требуется, так как изделие после охлаждения сжимается и легко извлекается. Однако для сложных изделий с обратными углами (поднутрениями) могут использоваться выталкивающие плиты, стержни или надувные манжеты.
- Подвижные элементы (механизмы бокового подрыва): необходимы для формирования подрезов (например, ручки канистры). Это усложняет и удорожает форму.
- Системы вставок и гравировки: для нанесения логотипов, шкал, текста.
8. Выбор материалов для изготовления пресс-форм
- Алюминиевые сплавы: наиболее популярный выбор для серий до 1 млн. циклов.
Плюсы: Отличная теплопроводность (быстрое охлаждение), легкость механической обработки (включая фрезеровку с ЧПУ и обработку на станках с ЧПУ), удобство эксплуатации при частой смене пресс-форм на экструзионно-выдувной машине.
Минусы: Меньшая стойкость к истиранию и коррозии по сравнению со сталью, либо иными более твердыми материалами.
- Стали, включая нержавеющие стали: используются для больших серий (>1 млн. циклов) и агрессивных материалов (ПВХ).
Плюсы: Высокая прочность, износостойкость, возможность полировки до зеркального блеска, если требуется гладкая поверхность изделия, долговечность.
Минусы: Высокий вес, более низкая теплопроводность, сложность обработки.
- Биметаллические формы: стальная основа с алюминиевыми вставками системы охлаждения для сочетания прочности и эффективного теплоотвода.
- Медь-бериллиевые сплавы: используются для критически важных зон охлаждения из-за превосходной теплопроводности и высокой твердости.
Этап 3: Инженерный анализ (CAE-симуляция) — Испытания в цифровой среде
Прежде чем обрабатывать металл, современные инженеры проводят виртуальные испытания.
- Симуляция процесса выдува: специальное ПО (например, ANSYS Polyflow, Moldex3D) показывает, как паризон растягивается внутри формы, и прогнозирует распределение толщины стенок. Это позволяет выявить и усилить потенциально тонкие и слабые места по всей геометрии изделия.
- Термический анализ: строится карта нагрева и охлаждения, что помогает оптимизировать систему охлаждения и устранить «горячие точки».
- Расчет усадки и коробления: программа предсказывает деформации изделия после остывания, позволяя заранее скорректировать геометрию формы для их компенсации.
Использование CAE значительно сокращает количество дорогостоящих итераций и доводок на 50-70%.
Этап 4: Изготовление пресс-формы — Превращение цифры в металл
Здесь цифровая модель материализуется в высокоточную стальную оснастку.
- Фрезерная обработка с ЧПУ: создание основных контуров и полостей.
- Электроэрозионная обработка: для сложных элементов, глубоких полостей и тонких ребер, где фреза бессильна.
- Шлифовка и полировка: придание рабочей поверхности формы требуемой чистоты (от матовой текстуры до зеркального блеска).
- Термообработка: закалка для повышения износостойкости и долговечности.
Этап 5: Сборка, отладка и пробные пуски
Собранная форма устанавливается на выдувную машину для проведения первых испытаний.
- Обкатка: изготавливаются первые образцы.
- Верификация: готовые изделия проверяются на соответствие геометрии, массе и визуальному качеству.
- Доводка: при необходимости вносятся мелкие коррективы в оснастку или настраиваются параметры выдува (температура, давление, тайминги).
Основное правило при изготовлении пресс-форм для экструзионно-выдувных машин – семь раз померь, один — отрежь. Если этапы 1-4 выполнены правильно и с должным профессионализмом, испытания пресс-формы позволят убедиться в ее работоспособности без выполнения дополнительных доработок и доводок.
Этап 6: Серийное производство и сопровождение
После успешной отладки пресс-форма передается в производственный цех для запуска серийного выпуска продукции.
- Установление стабильного режима: подбираются оптимальные параметры процесса для максимальной производительности и качества.
- Техническое обслуживание: регулярная чистка, смазка и проверка оснастки на предмет износа для обеспечения ее долговечности.
Заключение
Проектирование и изготовление пресс-формы для экструзионно-выдувного формования — это сложный, многоэтапный процесс, требующий глубокого понимания процесса и применения передовых технологий. От тщательности проработки первоначальной концепции и грамотного инженерного анализа до высокоточной металлообработки и филигранной отладки — каждый шаг напрямую влияет на конечный результат. Инвестиции в качественную оснастку, созданную с использованием современных методов, являются залогом долгосрочной конкурентоспособности и успеха на рынке.
Наша команда поможет Вам купить пресс-формы высочайшего качества и долговечности. Подробнее о наших услугах и технологиях https://pkpf.ru на почту info@pkpf.ru или по тел.: +7-930-2-111-000