Заглянем внутрь: Как движется полимер в экструдере? (МКЭ-анализ скоростей) 👇
Мы уже знаем, что равномерное Распределение Времени Пребывания (RTD) и отсутствие "горячих точек" критически важны для предотвращения деградации полимеров. Но как полимер движется внутри экструдера на самом деле? 🧐
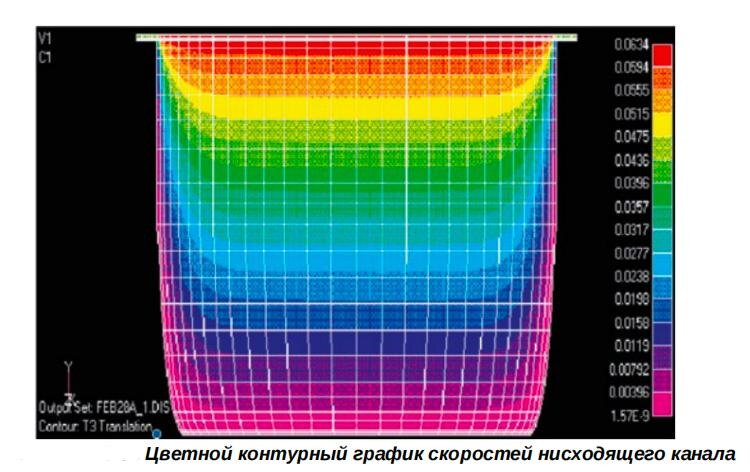
Давайте посмотрим на результаты численного анализа методом конечных элементов (МКЭ), который позволяет нам "увидеть" поток материала в разрезе!
(Представьте, что перед вами рисунок из нашей серии: цветной график поперечного сечения канала шнека)
Что мы видим на этом графике?
Это "срез" или поперечное сечение канала шнека 38-мм экструдера, работающего с полиэтиленом высокой плотности (HDPE) при скорости 100 об/мин.
• Цвета показывают скорость движения полимера:
• Красные/желтые зоны (сверху): Самые высокие скорости. Здесь материал движется максимально быстро.
• Зеленые/синие/фиолетовые зоны (книзу и по бокам): Самые низкие скорости. Здесь материал движется медленно или почти застаивается.
Важный момент для понимания графика:
• Глубина канала на этом рисунке искусственно увеличена в 8 раз (соотношение сторон 8:1)! В реальном экструдере канал намного шире и мельче. Это сделано специально, чтобы мы могли лучше рассмотреть детали профиля скоростей, которые иначе были бы незаметны.
Что показывают результаты анализа?
1. Основной поток (центр):
• Примерно на 70% ширины канала линии одинаковой скорости (изовеллы) идут почти параллельно поверхности цилиндра.
• Вывод: Большая часть материала в центре канала движется относительно равномерно, создавая основной поток.
2. Влияние стенок шнека (края):
• Ближе к боковым стенкам шнека (передней и задней кромке витка) скорости резко падают.
• Влияние этих "боковин" распространяется примерно на 1,5 высоты канала!
• Вывод: Это означает, что на значительных участках у стенок витков шнека материал движется существенно медленнее. Это потенциальные зоны застоя или замедленного движения, где полимер подвергается длительному воздействию температуры и механических напряжений.
Что это значит для нас, технологов?
• Риск деградации: Зоны с низкими скоростями (синие и фиолетовые области) – это те самые места, где материал может задерживаться гораздо дольше среднего времени пребывания. Это значительно повышает риск термической и механической деградации, даже если общие параметры процесса кажутся оптимальными.
• Неравномерное смешивание: Замедленные зоны могут приводить к некачественному смешиванию добавок или компонентов.
Понимание этих нюансов потока, благодаря численному моделированию, позволяет инженерам более точно проектировать геометрию шнека, оптимизировать режимы работы и подбирать материалы для минимизации деградации и обеспечения стабильно высокого качества продукции!
#полимеры #экструзия #материаловедение #производствопластика #численныерасчеты #МКЭ #скоростьпотока #деградация #оптимизация #технологии #инженерия