Делимся кейсом автоматизации всего производственного цикла на предприятии тяжелой промышленности на базе "1С:ERP Управление предприятием": формирование годового плана производства, управление очередями заказов, диспетчирование этапов производства, управление производством в цехе в единой системе.
Наш заказчик – один из лидеров отрасли, работает по гособоронзаказу, изготавливает сложные изделия: для планирования производства необходимо учитывать несколько тысяч различных полуфабрикатов.
Цели проекта:
- Переход на современный обновляемый программный продукт, который соответствует всем требованиям законодательства, позволяет гибко вести учет и имеет потенциал для дальнейшего развития;
- Автоматизация производства с учетом специфики бизнес-процессов предприятия и работы с гособоронзаказом.

До проекта для ведения производственного учета на предприятии использовалась самописная система на базе "1С:Управление производственным предприятием", которая не закрывал все потребности учета. Ее поддержка была затруднена из-за высокой степени кастомизации, практически отсутствовали возможности для развития функционала.
В ходе проекта необходимо было учитывать специфику бизнес-процессов заказчика для адаптации системы "1С:ERP Управление предприятием":
- Предприятие практически полностью работает по контрактам ГОЗ, что требует обособленного учета ТМЦ, денежных средств и операций по контрактам;
- Сложное дерево изготовления изделий и длительный производственный цикл;
- Необходимость внесения изменений в производственные планы и корректировки состава изделий;
- Расширенные требования к контролю качества: учет несоответствий и сокращение партий по картам несоответствий.
Планирование производства в 1С:ERP
Управление очередью заказов в 1С:ERP
Для удобства работы планово-диспетчерского отдела в 1С:ERP реализован функционал циклограмм. Циклограммы позволяют разбить сложное дерево изготовления изделия на блоки и вести долгосрочное планирование производственных процессов в соответствии с этими блоками.
Вот таким образом выглядит шаблон циклограмм. На скриншоте она упрощенная, это пример для демонстрации.
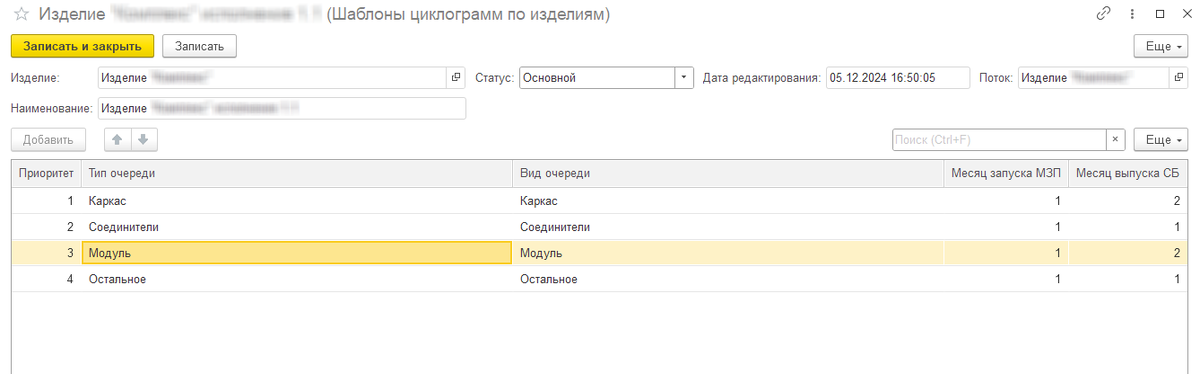
Специалисты "СофтБаланс" разбили большое изделие – несколько тысяч полуфабрикатов – на блоки, которые в документе называются "Типом очереди":
- Каркас;
- Соединители (жгуты, кабели и т.п.);
- Модуль;
- Остальное – то, что мы не распределяем на текущие наши блоки.
Здесь же фиксируется, каким образом будет выполняться порядок запуска по этим очередям, – для дальнейшего планирования.
В "Плане производства" по кнопке "Рассчитать даты по циклограмме" можно разбить всё это количество полуфабрикатов и увидеть даты запуска и выпуска. Чтобы дальше работать с этой информацией, полуфабрикатам присваивается тип очереди.
Таким образом выполняется создание "Плана производства" по каждому контракту. Он привязан к "Заказу клиента" и расписан по месяцам с указанием даты запуска и даты выпуска – такая форма была нужна заказчику.
Заказы собираются в очереди с учетом оптимальной загрузки оборудования по каждой очереди.
На основании этих документов в 1С:ERP можно построить "Отчет по загрузке рабочих центров" и посмотреть, сколько центров занято, сколько доступно, а сколько можно ещё дозагрузить.
Управление составом изделия
Реализована возможность "вычитания" целого производственного узла из дерева изготовления изделия и отмена его изготовления в плане.
Вычитание позволяет исключить полуфабрикат, блок или покупную позицию. Если мы вычитаем полуфабрикат, то из блока "Продукция" вычитается как сам этот блок, так и все входящие в него переделы. То есть у нас может быть какой-то крупный блок, который включает объемное дерево изделий – на несколько сотен полуфабрикатов, по этой команде мы можем весь его вычесть из плана производства. И можем потом, при необходимости, добавить.
Поскольку в "План производства" могут вноситься различные изменения, доработана возможность фиксации состава изделия. Эта доработка называется "Изделия фиксированного состава". Сделана она для того, чтобы система запоминала, по какой спецификации и по какому составу мы работаем с изделием, потому что версии полуфабрикатов могут меняться, а при пересчете плана производства необходимо использовать первоначальную спецификацию.
Учет производства в 1С:ERP
Диспетчирование этапов производства
Далее, когда план производства создан, согласован и утвержден, запускается производство определенной партии. В 1С:ERP реализована возможность формирования заказов на производство по блокам и очередям, где заказ – это распоряжение непосредственно на производство о том, что нам нужно изготовить конкретную деталь или сборочную единицу.
Планирование производства заказов выполняется через блоки. Для этого используется типовое автоматизированное рабочее место (АРМ) "Формирование заказов на производство по плану". Одна из особенностей проекта состоит в том, что большинство задач мы решали с помощью типовых рабочих мест системы 1С:ERP.
В рабочем месте "Формирование заказов на производство по плану" доработан функционал корзины заказов. В корзину заказа можно добавить определенный блок, например, модуль, и выполнить его расчет. Тогда система автоматически заполнит все переделы, которые относятся к модулю. Данный функционал позволяет выполнить формирование заказов только на конкретный блок, не затрагивая то, что пока не запускается в работу.
Также используется планирование по типам очередей, которое вы уже видели в шаблоне циклограмм. Все заказы на производство формируются в привязке к типу очереди. Благодаря этой доработке в системе можно запланировать формирование заказов по изделию только по одному типу очереди, в то время как заказы по другим типам очередей будут оставаться "Заданиями к формированию" и их можно будет создать позднее.
В типовом рабочем месте "Управление очередью заказов" был доработан ряд команд для гибкой работы с очередями планово-диспетчерскому отделу:
- Упрощено перемещение заказов из одной очереди в другую;
- Сокращен процесс планирования и запуска заказов в производство;
- Добавлен ряд новых колонок.
В рабочем месте "Управление очередью заказов" планово-диспетчерский отдел формирует окончательный план на месяц и выполняет запуск в производство.
Пооперационное управление и выполнение операций в производственных цехах
Два основных производственных цеха – металлозаготовка и сборка.
Металлозаготовка работает по очередям, они не планируют каждую отдельную деталь, поэтому для них было разработано отдельное рабочее место "Стенд производственного планирования".
В рабочем месте "Стенд производственного планирования" отображаются очереди, рабочие центры, загрузка рабочих центров. Пользователи видят, какие очереди распределены в производство, какие ещё не распределены, и могут этим гибко управлять – в зависимости от приоритетов и наличия ресурсов.
Под требования заказчика была разработана печатная форма для утверждения плана производства цеха металлозаготовки.
Для сборочного производства используется типовое рабочее место "Выполнение этапов", которое, по требованию заказчика, переименовали в "Стенд сборочных цехов". Работа в нем соответствует типовому бизнес-процессу в системе: сюда попадают распоряжения на сборку деталей и иные операции, которые распределяются локальным диспетчером.
В цехах работа организована через сопроводительные документы – сопроводительную карту или технологический паспорт (используется в сборочном производстве). В них выводится полный перечень операций, необходимых для изготовления детали, каждая операция маркируется штрихкодом.
Работник цеха, выполняя операции, подходит к рабочему стенду, авторизуется и последовательно сканирует штрихкоды. Таким образом в 1С:ERP фиксируется выполнение технологических операций, а в сопроводительной карте отображается актуальный статус изготовления изделия. При необходимости карту можно распечатать повторно и увидеть текущее состояние каждой детали.
Вся информация об этапах производства отражается в отчетах. Например, в системе представлены:
- Отчет по очередям, позволяющий отследить состояние конкретной очереди;
- Отчет по сопроводительным картам, в котором указывается, на каком этапе изготовления находится каждая деталь внутри очереди.
Адаптация механизма передачи в переработку
Одной из важных доработок проекта стала автоматизация работы по передаче деталей на МЗК. Типовой функционал передачи в переработку оказывался неудобным для заказчика: он требовал оформления накладных по бухгалтерскому учету и выделения отдельных полуфабрикатов "до" и "после" переработки. В реальной работе это усложняло процесс и увеличивало нагрузку на диспетчеров.
Чтобы упростить этот участок, в 1С:ERP автоматизирована работа на уровне производственных операций, без выделения дополнительных полуфабрикатов. В сопроводительной карте появились две новые операции:
- "Передать на МЗК";
- "Получить с МЗК".
При передаче деталей диспетчер открывает документ "Накладная на передачу материалов на сторону", запускает форму сканирования и считывает штрихкоды сопроводительных карт. Все данные автоматически подтягиваются в документ, после чего накладную можно распечатать и передать вместе с деталями.
При возврате из МЗК сканируется второй штрихкод, и система фиксирует, что детали вернулись на производство.
Такой подход позволил сохранить типовую схему учета, уменьшить количество ручных операций и избежать лишнего документооборота.
Учет комплектующих по "канбан"
В цехах заказчика используются ящики с комплектующими: рабочие должны оперативно брать из них необходимые детали, не оформляя каждую операцию вручную. При этом нужно контролировать содержимое этих ящиков и своевременно формировать заказы на пополнение. Из-за большого количества номенклатуры делать это вручную достаточно трудоемко.
Для решения задачи был разработан функционал "канбан". На каждый ящик наносится специальная этикетка, привязанная к конкретной упаковке: система знает, является ли позиция покупной или производственной, и какое количество деталей должно содержаться внутри.
Диспетчер сканирует эту этикетку, после чего открывается форма подтверждения. Далее он выбирает команду "Создать заказ":
- Если позиция производственная, формируется производственный канбан, то есть заказ на производство;
- Если позиция покупная, формируется заказ на передачу материалов в производство (канбан на перемещение со склада/покупной канбан).
Заказы по канбану автоматически попадают в соответствующие очереди. Если формируется заказ на производство, то он попадает в АРМ "Стенд производственного планирования", о котором говорилось выше.
Также доработан функционал по распределению затрат: реализована подстановка именно тех групп затрат, которые необходимы заказчику для управленческого учета.
Планирование закупок в 1С:ERP
Большая часть работ по закупкам выполнялась силами заказчика. Специалисты "СофтБаланс" разработали архитектуру решения, подготовили первую версию ТЗ и далее сопровождали внедрение блока в формате консультаций.
Общая логика процесса:
- На основании утвержденного "Плана производства" выполняется расчет вторичной потребности;
- Формируется документ "План закупок";
- При этом система учитывает вычитание: если в плане производства были исключены какие-то покупные позиции, они автоматически исключаются и из плана закупок;
- При необходимости документ можно пересчитать – потребности обновятся автоматически;
- Далее данные передаются в АРМ по планированию закупок.
В АРМ по планированию закупок реализовано два режима работы:
- Долгосрочное планирование – по планам производства;
- Оперативное планирование – по очередям, что особенно важно для металлозаготовки.
Складской учет в 1С:ERP
Для складской службы используется типовое рабочее место приемки товаров, которое было дополнено рядом функций для удобства пользователей. При выполнении приемки кладовщик может сразу сформировать накладную по принятым позициям – без лишних переходов. Это позволяет выполнять весь процесс в одном окне и снижает количество ошибок, связанных с переключением между разделами системы.
Поскольку предприятие работает с госконтрактами, позиции при приемке было необходимо разбивать по каждому контракту, что усложняло проверку их фактического количества и цен. Для решения этой задачи было разработано отдельное окно контроля, где позиции отображается в совокупности – без разбивки по контрактам.
В нем можно быстро убедиться, что, например, все 15 переданных конденсаторов действительно поступили на склад, и проверить их стоимость по накладной. Такой порядок соответствует бизнес-процессу: сначала кладовщик фиксирует приемку, затем ОТК выполняет проверку качества, и только после положительного решения формируется накладная.
Дефицитные позиции теперь подсвечиваются: если товар требуется производству, но отсутствует на складе, кладовщик сразу видит это и может оперативно сообщить о поступлении.
Для процессов отгрузки склад работает с очередями, поскольку металлообработка полностью функционирует в очередях и может включать большое количество партий. В типовом рабочем месте обеспечения заказов были доработаны команды "Сформировать расходный ордер по номеру очереди" и "Сформировать расходный ордер по заявке на материалы".
Диспетчер выбирает нужные позиции из очереди и передает их на комплектацию кладовщику. В расходном ордере они отображаются в разрезе очереди, что позволяет комплектовать материалы в точном соответствии с планом производства.
Отдельно проработан учет отходов, что традиционно является проблемным участком. Например, при отгрузке металлического круга он может быть распилен не полностью, и остаток требуется вернуть на склад. В расходном ордере фиксируется фактически использованное количество и остаток.
После подтверждения ордера система автоматически формирует накладную и перераспределяет списанный материал пропорционально нормативам. Остаток сразу числится на складе как возвращенный.
Для удобства работы кладовщиков реализован чек комплектации. Кладовщик подходит к рабочему месту, сканирует документ, затем номенклатуру, после чего система подтверждает, что позиция скомплектована.
После завершения комплектации кладовщик ставит статус "Отгружен", а система автоматически формирует накладную – остается только распечатать документ. Пользователю не требуется переходить в другие рабочие места или выполнять дополнительные операции.
Автоматизация контроля качества
В системе реализован операционный контроль качества, основанный на типовом функционале, но дополненный возможностью фиксировать количество брака при сканировании сопроводительной карты.
При выявлении несоответствия автоматически формируется карта несоответствия продукции. По ней можно указать вид брака, выполнить расчет ущерба на основе плановой калькуляции изделия, добавить дополнительные затраты и зафиксировать корректирующие действия. Документ распечатывается и передается по ответственным службам.
Для ОТК доступен журнал карт несоответствия.
Для входного контроля в 1С:ERP разработан дополнительный функционал. В систему внесены параметры контроля, обязательные для каждой номенклатурной позиции, а также отметки о необходимости проверки ОТК или военной приемки.
На основании приходных ордеров формируются заявки, которые отображаются в специальном рабочем месте ОТК. Контролер выбирает нужное распоряжение, проводит проверку и указывает ек результат – положительный или отрицательный.
По каждой позиции формируется протокол входного контроля с результатами проверки по параметрам и возможными комментариями.
Если протокол отрицательный, система автоматически предлагает сформировать карту несоответствия.
Далее документ проходит по установленному бизнес-процессу: передается закупщикам или в другие подразделения для принятия решения.
Интеграционный контур
В ходе проекта настроены интеграции 1С:ERP с другими системами, используемыми на предприятии:
- 1С:ERP Управление предприятием – 1С:Бухгалтерия – точечные доработки;
- 1С:ERP Управление предприятием – 1С:Зарплата и управление персоналом – используется типовой обмен;
- 1С:ERP Управление предприятием – PDM-система – заказчик настраивал самостоятельно, специалисты "СофтБаланс" оказывали консультации в части архитектуры;
- 1С:ERP Управление предприятием – 1С:Документооборот – заказчик внедряет самостоятельно, оказываем консультации.
Отдельно остановимся на интеграции с системой 1С:Бухгалтерия. Она выполнена на базе типового функционала, но с большим количеством точечных доработок.
Особое внимание уделено контролю соответствия документов между системами: заказчику было важно понимать, что документ, который сформирован в 1С:ERP, соответствует тому, который приходит в 1С:Бухгалтерию, что эти документы не меняются.
Для этого реализована выгрузка по специальной команде в виде "галочки". Если в 1С:ERP документ отмечается этой галочкой, то он регистрируется к обмену и выгружается в 1С:Бухгалтерию.
В свою очередь у бухгалтера также есть галочка, которая говорит о том, что он проверил документ. После ее установки обмен по документу блокируется. Пока отметка бухгалтера не снята, повторная выгрузка документа невозможна.
Для контроля соответствия между двумя базами внедрен реестр товарного движения: склад сканирует накладные, документы попадают в реестр и передаются в бухгалтерию.
Результаты проекта
Все задачи первой очереди проекта были успешно реализованы: полностью автоматизирован оперативный контур, внедрены механизмы планирования, производства, складского учета, контроля качества и часть закупочной деятельности.
Вторая очередь – расчет себестоимости и перенос регламентированного учета в 1С:ERP – планируется как отдельный этап.
В результате проекта:
- Обеспечен прозрачный учет по контрактам гособоронзаказа;
- Появились инструменты для долгосрочного планирования производства по циклограммам и оптимальной загрузки оборудования по очередям;
- Стало возможным оперативно корректировать производственные планы без риска потери зафиксированных данных;
- Повысилась прослеживаемость производственных заказов: система фиксирует текущее состояние изделий и позволяет контролировать прохождение операций;
- Сократилось время на передачу информации между цехами;
- Интеграция с PDM-системой обеспечила актуальность данных о составе изделий в производственных и закупочных планах;
- Закупки стали более точными, а избыточные позиции исключаются автоматически
- Выросла прозрачность работы склада: учет фактического расхода металла ведется по производственным очередям, при приемке и отгрузке используется сканирование документов;
- Появились механизмы для отслеживания брака и расчета затрат по несоответствующей продукции, что позволяет вовремя сокращать партии производства;
- Усилен контроль качества, все его этапы автоматизированы и документируются в системе.