По форме: форма пластины определяет ее прочность, универсальность, направление подачи и стоимость. Главный параметр — угол при вершине (Ɛ). Чем он больше, тем прочнее пластина, но менее свободно она режет.
Основные факторы выбора:
- Операция и направление подачи:
- Продольное точение — для производительного точения: T, S, R (особые формы L и K).
- Подрезка торца — широкий выбор: C, W, T, D.
- Торцевание — обычно требуют прочных пластин: например: W, S, R и T.
- Растачивание — из-за ограниченного пространства часто используют пластины с малым углом: T, D, V; если позволяет место: C, W.
- Профильное точение/Копирование — часто применяют ромбовидные: D, V или круглые R пластины.
- Прочность пластины и доступность к детали:
- Прочность: R (круглая) > S (90°) > C (80°) > T (60°) > D (55°) > V (35°).
- Свобода резания (доступ к сложным профилям): R > V > D > T > C > S
- Материал заготовки и стабильность:
- Стабильные условия (сталь, нержавейка) — можно использовать более острые, но менее прочные формы: D, V.
- Нестабильные условия (прерывистый рез, литье), сложные материалы (жаропрочные и титановые сплавы) — требуют прочных форм: S, T, C, R.
- Мягкие материалы (алюминий, медь) — часто используют острые пластины с положительной геометрией: V, D.
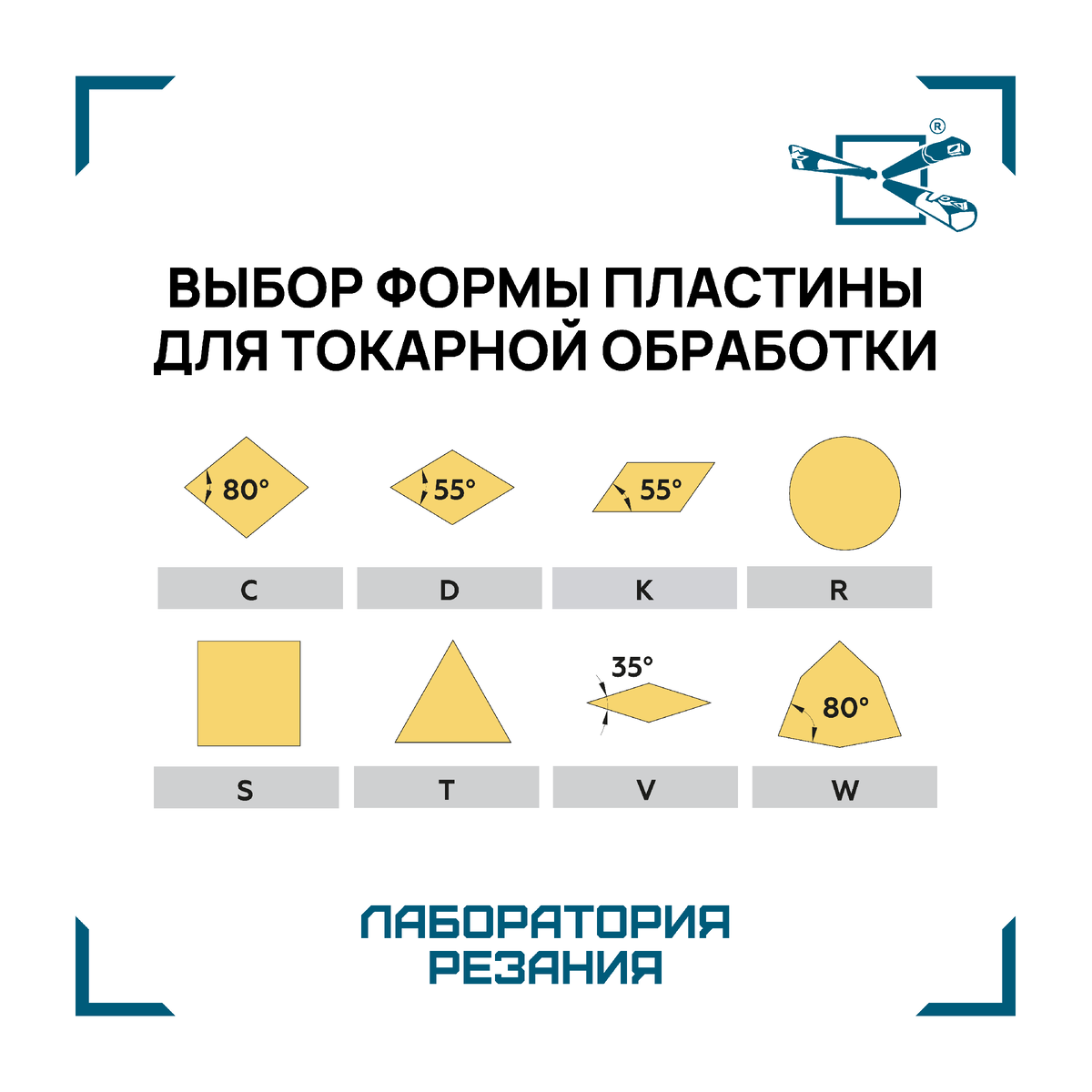
Обзор самых популярных форм пластин (по ISO)
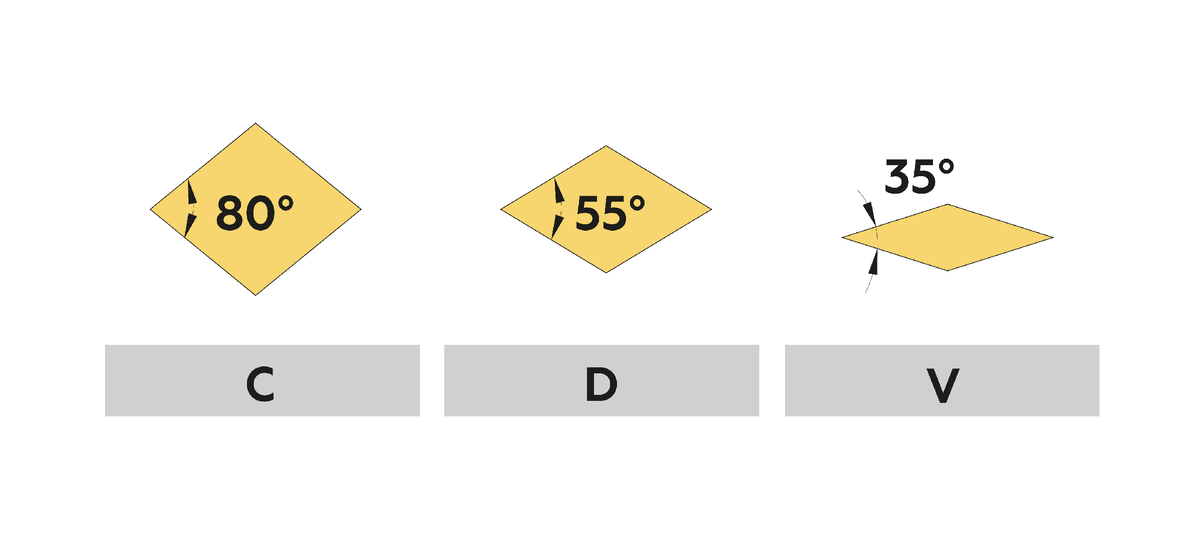
1. Ромбовидные пластины (C, D, V) — самые распространенные
- Угол при вершине: 80° (C), 55° (D), 35° (V).
- Применение:
- C (80° ромб): Идеальный компромисс между прочностью и универсальностью. Подходит для продольного точения, подрезки и торцевания. Самый популярный выбор для общих работ.
- D (55° ромб): Более острый угол обеспечивает лучшую чистоту поверхности и меньшее усилие резания. Хорош для чистовой и получистовой обработки, профилирования и работы с вязкими материалами. Менее прочен, чем C.
- V (35° ромб): Очень острый, для чистовой обработки, тонкого точения и сложного профилирования. Низкая прочность, требует стабильных условий.
2. Треугольные пластины (T, W)
- Угол при вершине: 60° (T), 80° (W - тригон).
- Применение:
- T (60° треугольник): Хорошая прочность. Отлично подходит для растачивания, торцевания, черновой обработки и работы в нестабильных условиях (прерывистый реза).
- W (80° тригон): Гибридная форма между C и T. Высокая прочность (близка к квадратной). Подходит для тяжелого торцевания и продольного точения. Из-за малой плоскости контакта опорной плоскости проигрывает форме C в стабильности при продольном точении.
3. Квадратные пластины (S)
- Угол при вершине: 90°.
- Применение: Максимальная прочность. Используются для чернового продольного точения, торцевания на мощных станках. Имеют 4 режущие кромки на стороне. Не подходят для подрезки уступов.
4. Круглые пластины (R)
- Угол при вершине: вариативный, зависит от глубины обработки (круг).
- Применение: Наиболее прочные и экономичные (до 16 позиций индексации). Идеальны для тяжелого резания, торцевания, многопроходной обработки и профильного копирования. Не создают резких переходов на поверхности. Требуют мощного оборудования и жесткой технологической системы.
5. Прямоугольные/Параллелограммные пластины (K, L)
- Применение: Специализированные. Например, форма L (90°) часто используется для черновой обработки с большим припуском, а K (55°) — для растачивания и обработки под углом.
Практический алгоритм выбора:
- Определите операцию: Продольное точение? Торцевание? Растачивание?
- Оцените условия: Стабильная обработка или прерывистый рез? Жесткость системы?
- Выберите по материалу и задаче:
- Универсальная работа (сталь/нержавейка): Начните с C (ромб 80°) или T (треугольник 60°).
- Черновая обработка, прерывистый рез: T, W, S.
- Чистовая обработка, хорошая поверхность: D, C с острой геометрией.
- Тяжелое торцевание, мощные станки: S, W, R.
- Сложный профиль, копирование: R, D, V.
- Растачивание в ограниченном пространстве: C, T, W (малого размера).
- Учитывайте экономику: Если нужна максимальная стойкость и экономия — рассматривайте R (круглые). Для станков с ЧПУ популярны T (3 кромки) и C (4 кромки).
Что еще важно?
- Радиус при вершине (rε): Большой радиус увеличивает прочность и улучшает чистоту, но повышает нагрузку и вероятность вибраций. Малый радиус — для чистовой обработки и тонкостенных деталей: снижает нагрузку, позволяет эффективно работать с малыми припусками.
- Геометрия стружколома: Зависит от материала и глубины резания. Выбирайте по рекомендации производителя. Обычно в названии геометрии F чистовая, M получистовая, R черновая, H тяжелая черновая. Так же в обозначении могут встречаться группы обрабатываемых материалов P M K S. Пример MP – получистовая геометрия для обработки сталей P.
- Сплав/Покрытие: Выбирается под материал заготовки (P, M, K, N, S, H группы) и операцию. Смотрите рекомендации производителя инструмента.
Нашли статью полезной?
Теперь вы знаете теорию. А мы поможем с практикой — проектируем и производим специальный металлорежущий инструмент для современных производств. Для ознакомления с нашей продукцией переходите на наш сайт.
Мы есть в ВКонтакте, и Телеграме, присоединяйтесь, там мы рассказываем подробнее о нашей деятельности и делимся полезностями!