🔁Сонаправленные двухшнековики: Как настроить RTD для лучшего результата?
Мы уже изучили RTD одношнековых и встречно-вращающихся двухшнековых экструдеров. Теперь пришло время взглянуть на сонаправленно-вращающиеся двухшнековые экструдеры – одни из самых распространенных и универсальных типов! (Представьте, что перед вами рисунок 3.34 из нашей серии про RTD).
Напоминаем, что на графике:
• Ось X ("Безразмерное время"): Относительное время пребывания, где 1.0 – среднее время.
• Ось Y ("Распределение внутреннего возраста"): Доля материала, который сейчас внутри экструдера, и который пробыл там дольше указанного времени.
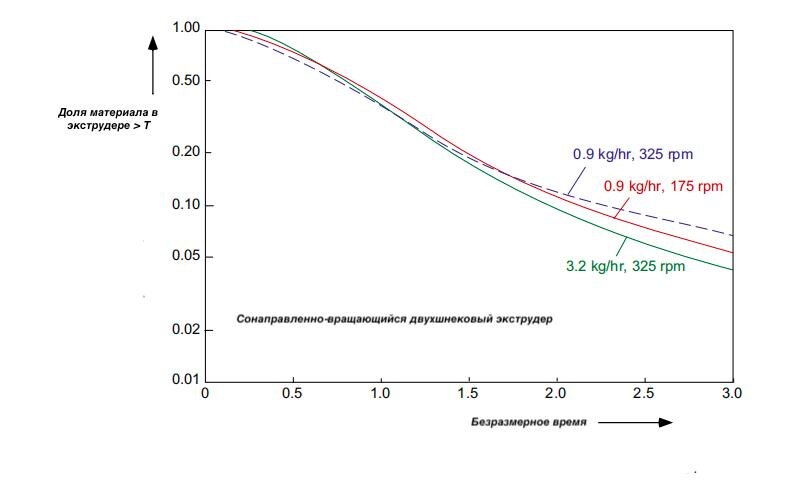
На этом графике мы видим несколько кумулятивных кривых RTD для сонаправленно-вращающегося двухшнекового экструдера, работающего в различных режимах:
• Синяя линия (сплошная): 0.9 кг/ч, 325 об/мин
• Красная линия (пунктирная): 0.9 кг/ч, 175 об/мин
• Зеленая линия (сплошная): 3.2 кг/ч, 325 об/мин
Что интересного показывают эти кривые?
1. Сравнение скоростей при одинаковой производительности (Синяя vs Красная):
• Кривые для 0.9 кг/ч (синяя и красная) показывают, что при более высокой скорости шнеков (325 об/мин) RTD немного шире (синяя кривая чуть выше), чем при более низкой скорости (175 об/мин) (красная пунктирная).
• Вывод: В этом случае, на удивление, снижение скорости шнеков при неизменной низкой производительности может немного улучшить RTD (сделать его более узким) для более равномерной обработки.
2. Влияние производительности (Синяя vs Зеленая):
• Сравните синюю кривую (0.9 кг/ч, 325 об/мин) с зеленой (3.2 кг/ч, 325 об/мин). Зеленая кривая заметно ниже и "круче" падает.
• Вывод: Значительное увеличение производительности при неизменной скорости шнеков приводит к гораздо более узкому RTD! Это означает, что материал проходит через экструдер гораздо быстрее и с меньшим разбросом по времени.
Общий вывод для сонаправленно-вращающихся экструдеров:
Очевидно, что эти кривые показывают, что сонаправленные двухшнековые экструдеры могут иметь довольно "широкие" характеристики транспортировки по сравнению с одношнековыми (особенно при низкой производительности). Это означает, что часть материала может значительно перерабатываться или застаиваться.
Как добиться лучшего RTD в сонаправленном двухшнековике?
Подобно встречно-вращающимся, для достижения более узкого RTD и минимизации рисков деградации, целесообразно работать на максимально возможной производительности для данных шнеков и процесса, подбирая соответствующую скорость шнеков.
Ключевое преимущество всех этих нормализованных RTD-кривых:
Они позволяют нам напрямую сравнивать и анализировать эффективность работы различных экструдеров и режимов, помогая оптимизировать процесс для получения наилучшего качества продукции и предотвращения проблем с материалом!
#RTD #экструзия #двухшнековыйэкструдер #сонаправленный #полимеры #материаловедение #производствопластика #оптимизация #технологии #инженерия