⚙️Двухшнековые экструдеры: Как их настройка влияет на RTD?
В прошлом посту мы смотрели на RTD одношнекового экструдера. Сегодня углубимся в более сложный, но часто более эффективный агрегат – встречно-вращающийся двухшнековый экструдер! (Представьте, что перед вами рисунок из нашей серии о RTD).
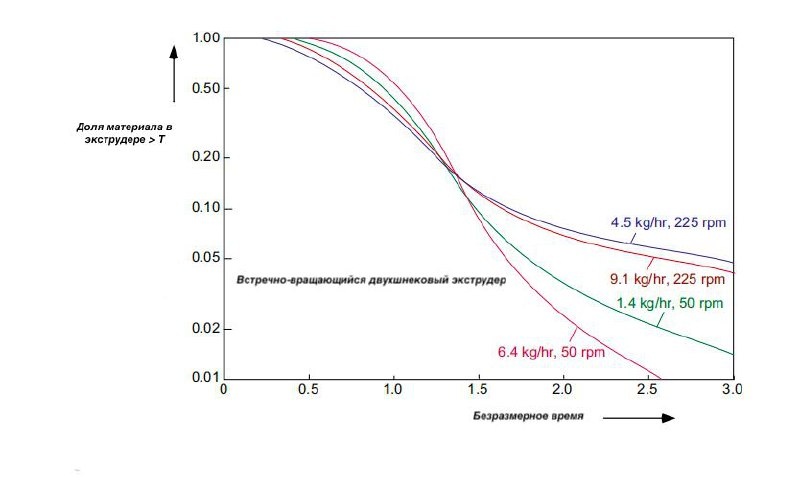
Напоминаем, что на графике:
• Ось X ("Безразмерное время"): Показывает относительное время пребывания, где 1.0 – среднее время. Чем дальше вправо, тем дольше материал находится в экструдере.
• Ось Y ("Распределение внутреннего возраста"): Показывает, какая доля материала, который сейчас находится внутри экструдера, пробыл там дольше указанного времени (в долях от 0.01 до 1.00).
На этом графике мы видим несколько кривых RTD для одного и того же встречно-вращающегося двухшнекового экструдера, но работающего в разных режимах:
• Красная линия (самая "полая" сверху): 4.5 кг/ч, 225 об/мин
• Синяя линия: 9.1 кг/ч, 225 об/мин
• Зеленая линия: 1.4 кг/ч, 50 об/мин
• Розовая линия (самая "крутая" снизу): 6.4 кг/ч, 50 об/мин
Что нам показывают эти кривые? 🤔
Обратите внимание на то, как сильно форма кривых меняется в зависимости от производительности и скорости шнеков!
1. Самая "широкая" кривая (Красная): Соответствует режиму низкой производительности (4.5 кг/ч) при высокой скорости шнеков (225 об/мин).
• Вывод: В этом режиме значительная часть материала задерживается в экструдере надолго (кривая медленно опускается). Это повышает риск деградации, так как полимер дольше находится под воздействием высоких температур и механических напряжений.
2. Самая "узкая" кривая (Розовая): Соответствует режиму высокой производительности (6.4 кг/ч) при низкой скорости шнеков (50 об/мин).
• Вывод: В этом режиме материал проходит через экструдер более равномерно, и лишь малая его доля задерживается на очень долгое время (кривая быстро опускается). Это означает меньший риск деградации и более однородный продукт.
Ключевой инсайт:
Двухшнековые экструдеры, особенно встречно-вращающиеся, имеют более сложную картину потока, чем одношнековые. Твердый слой в них не непрерывен, что создает зоны для перераспределения материала. График наглядно демонстрирует, что для достижения самого узкого RTD (то есть, чтобы материал проводил в экструдере более равномерное время и не задерживался надолго), обычно выгодно работать на низкой скорости шнеков и высокой производительности!
Это критически важная информация для технологов! Правильная настройка режимов работы экструдера позволяет не только оптимизировать производительность, но и существенно снизить деградацию полимера, улучшая качество конечного продукта.
#RTD #экструзия #двухшнековыйэкструдер #полимеры #материаловедение #производствопластика #оптимизация #технологии #инженерия