Введение
Выбор расточной системы для производственных задач нередко оказывается сложным, поскольку такие системы модульные и состоят из нескольких компонентов:
- оправок для расточных головок;
- переходников-удлинителей;
- чистовых и черновых головок;
- державок и резцов для расточных головок.
Из-за большого количества элементов легко ошибиться в подборе. Однако модульность таких систем делает их удобными: инструменты можно адаптировать под конкретную задачу, оптимизируя состав оснастки по мере необходимости. Компоненты легко комбинировать, настраивать и заменять в ходе работы, что позволяет удовлетворять требованиям самых разных задач.
В статье рассмотрены типы соединения расточных систем AdvaCut, особенности чистовых и черновых расточных головок, а также фрезерных оправок и переходников. Дополнительно приведены удобные схемы сборок, которые помогут лучше ориентироваться при выборе расточной оснастки.
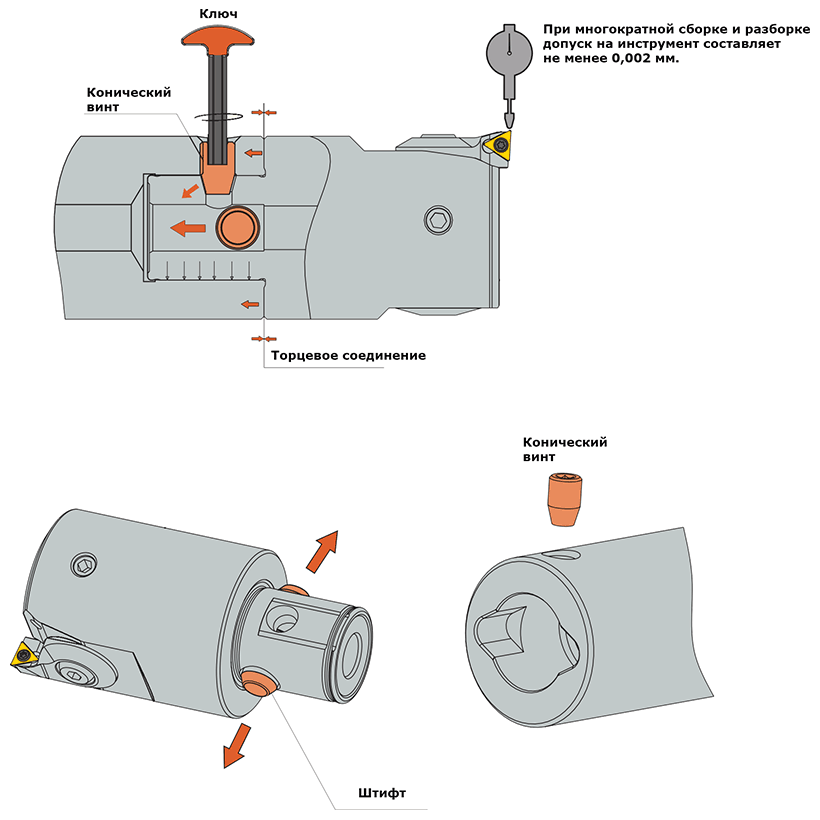
Соединение расточной системы
Расточные системы AdvaCut используют соединение типа K. Этот тип соединения отличается простой установкой: достаточно затянуть конический винт так, чтобы между торцевой поверхностью фрезерной оправки (или адаптером) и расточными головками не оставалось зазора. При повторных сборках и разборках обеспечивается точность менее 0,002 мм.
Штифт в конструкции имеет плавающее положение, смещаясь вправо и влево, что позволяет автоматически балансировать расточную головку и выдерживать высокие режущие нагрузки.
Фрезерные оправки для расточных систем
Для установки расточных головок применяются фрезерные оправки с соединением типа K.

Размер соединения находится в диапазоне K19–K90 и может меняться в зависимости от размеров конуса.
Чтобы правильно выбрать и установить расточную головку или переходник, необходимо использовать оправку и головку с одинаковым типоразмером соединения. Например, если чистовая расточная головка имеет размер K63, то и фрезерная оправка должна быть K63.
Помимо соединения типа K существует также мостовое соединение SNL32 / SEL40, применяемое для крепления расточных головок, предназначенных для обработки больших диаметров.
Головки с мостовым соединением фиксируются на оправке с помощью четырех винтов.
Головки с мостовым соединением фиксируются на оправке с помощью четырех винтов.
Переходники-удлинители для расточных систем
Переходники-удлинители применяются в расточных системах тогда, когда требуется увеличить общий вылет инструмента. В зависимости от типоразмера соединения K, удлинитель может добавить от 20 до 105 мм.
Важно учитывать, что отношение L/D (длина к диаметру) является критически значимым параметром при растачивании: чем выше это значение, тем выше риск возникновения вибраций, биения и снижения точности обработки. Оптимальным считается соотношение L/D = 3–4.
Чистовые расточные головки
Чистовые расточные системы позволяет обрабатывать отверстия с точностью регулировки резца до 0.01 мм.
Чистовые расточные головки CBF02 и CBF06
Чистовая расточная головка CBF02 предназначена для обработки отверстий диаметром от 2 до 22 мм.
Для растачивания в диапазоне 2–6 мм используются твердосплавные мини-резцы ST06E; при работе с ними требуется переходная втулка NBFC10-6.
Для обработки отверстий диаметром 6–22 мм применяются твердосплавные и стальные резцы типов ST10E и ST10, оснащенные сменными твердосплавными пластинами.
Резец ST10E из твердого сплава позволяет работать с диаметрами до 12 мм, отличается повышенной жесткостью и эффективно снижает вибрацию во время обработки.
Стальные резцы ST10 охватывают полный диапазон диаметров 6–22 мм.
Чистовая расточная головка CBF06 предназначена для растачивания отверстий диаметром 6–50 мм.
Аналогично головке CBF02, для нее применяются твердосплавные антивибрационные резцы ST16E и стальные резцы ST16 со сменными пластинами.
Твердосплавные ST16E обеспечивают обработку диаметров 6–21 мм, а стальные ST16 – диапазон 6–50 мм.
Чистовые расточные головки CBF19 – CBF100
Расточные головки серий CBF19–CBF100, в зависимости от размера, предназначены для обработки отверстий диаметром от 20 до 212 мм. Главным преимуществом этой конструкции является возможность выполнения обратного растачивания. В режиме обратного растачивания рабочий диапазон составляет 30–212 мм.
На эти расточные головки устанавливаются державки FRB размеров A, B и C, что позволяет расширить диапазон диаметров, обрабатываемых одной головкой.
Все державки FRB совместимы со сменными твердосплавными пластинами формы C (ромб 80°) или T (треугольник 60°).
Чистовые расточные головки NLF150-730 для обработки больших диаметров
Чистовые расточные головки серии NLF150–730 используются для обработки крупных диаметров в диапазоне от 150 до 850 мм.
Головка NLF150 оснащена стандартным соединением K63 и K90 для установки на фрезерную оправку. Головки NLF210–730 имеют соединение SNL32 или SEL40, которое крепится к оправке при помощи четырех винтов. Такой вариант соединения и конструкция расточных головок называются мостовым.
Головки серии NLF также комплектуются державками FRB. Для исполнений NLF150–290 подходят державки типоразмера FRB25A, а для NLF370–730 – FRB30A.
Схема соединения чистовых расточных систем
Схема соединения чистовых расточных систем для обработки больших диаметров
Черновые расточные головки
Черновые расточные головки серии CBR19–100 предназначены для обработки отверстий диаметром от 20 до 153 мм. На такие головки устанавливаются державки C**D020–D130, которые могут иметь угол 90° или 45° и оснащаются пластинами типов CC (ромб 80°), TC (треугольник 60°) и SC (квадрат 90°).
Также головки CBR19–100 могут использоваться для обратного растачивания отверстий в диапазоне 30–152 мм. Для выполнения обратного растачивания требуется отдельная державка – C90C D19–D100.
Черновые расточные головки NLR150–NLR730 для обработки больших диаметров
Черновые расточные головки серии NLR150–NLR730 предназначены для обработки крупных диаметров в диапазоне 150–850 мм. Головка NLR150, аналогично чистовой версии NLF150, оснащена стандартным соединением K63 и K90 для установки. Головки NLR210–NLR730 используют мостовое соединение SNL32 или SEL40, фиксируемое на фрезерной оправке при помощи винтов.
Черновые головки NLR оснащаются двумя резцами L90AD150-D210**, на которую могут быть установлены сменные пластины типа С (ромб 80°), TC (треугольник 60°) или S (квадрат 90°), в зависимости от типа резца.
Схема соединения черновых расточных систем
Схема соединения черновых расточных систем для обработки больших диаметров
Заключение
Правильный выбор расточной системы AdvaCut основывается на трех ключевых принципах:
1. Совместимость соединений– все элементы сборки должны иметь одинаковый типоразмер.
2. Выбор головки под задачу– чистовая для точности, черновая для снятия припуска – строго в соответствии с требуемым диапазоном диаметров.
3. Контроль параметра L/D при применении переходников-удлинителей – это обеспечивает точность, виброустойчивость и стабильность процесса.
Модульная конструкция расточной систем AdvaCut позволяет гибко конфигурировать оснастку под конкретную операцию, а приведенные схемы сборки помогают быстро подобрать необходимые компоненты.
----------------------------------------
С 1990 года компания Abamet занимается комплексным оснащением производств в сфере металлообработки. Станки с ЧПУ по металлу, станочная оснастка, режущий инструмент – в каталоге интернет-магазина. Продажи и поставки по всей России. Познакомиться с нами, а также получить профессиональную консультацию можно на нашем сайте Abamet.ru. Переходите, выбирайте, спрашивайте!