
В 2025 году российские предприятия работают в условиях, когда инвестиции в развитие даются особенно тяжело. При ключевой ставке 21% кредиты стали практически недоступны — банки предлагают финансирование под 30% годовых.
А поскольку маржинальность производственного бизнеса редко превышает 20-25%, компаниям в основном приходится искать способы развиваться на собственные средства.
При маржинальности 20-25% и ставках по кредитам в 30% рост возможен только за счет внутренних резервов.
Неудивительно, что в таких условиях уровень цифровизации в российской промышленности составляет всего 25-30%. Предприятия бросают все силы на продажи и поиск клиентов, а производство продолжает работать «как привыкли».
А «как привыкли» — это Excel-таблицы, разрозненные бумажные журналы и в лучшем случае базовая ERP-система (Enterprise Resource Planning).
Начальник цеха держит все узкие места в голове, мастера сидят ночами над графиками, технологи в режиме нон-стоп решают внезапные проблемы. Каждый новый заказ превращается в квест «сделать любой ценой», где всё зависит от личного героизма отдельных сотрудников.
Для небольшого производства со штатом 7-10 человек в смене такая система еще оправдана. Когда у вас отработанные процессы, стабильный ассортимент и универсальные сотрудники, которые могут быстро переключаться между операциями — особой нужды в автоматизации нет.
Коммуникации в маленьком коллективе эффективны, а гибкость в распределении нагрузки позволяет справляться с заказами.
Но что происходит, когда производство растет? Когда появляются новые цеха и участки, а штат увеличивается?
Именно здесь ручное управление начинает работать против бизнеса. И предприятие оказывается перед непростым выбором: искать способы повышения эффективности имеющихся ресурсов или принять ограничения роста.
И если вы задумываетесь о том, чтобы выжать максимум из того, что есть, то стоит рассмотреть возможность внедрения MES (Manufacturing Execution System).
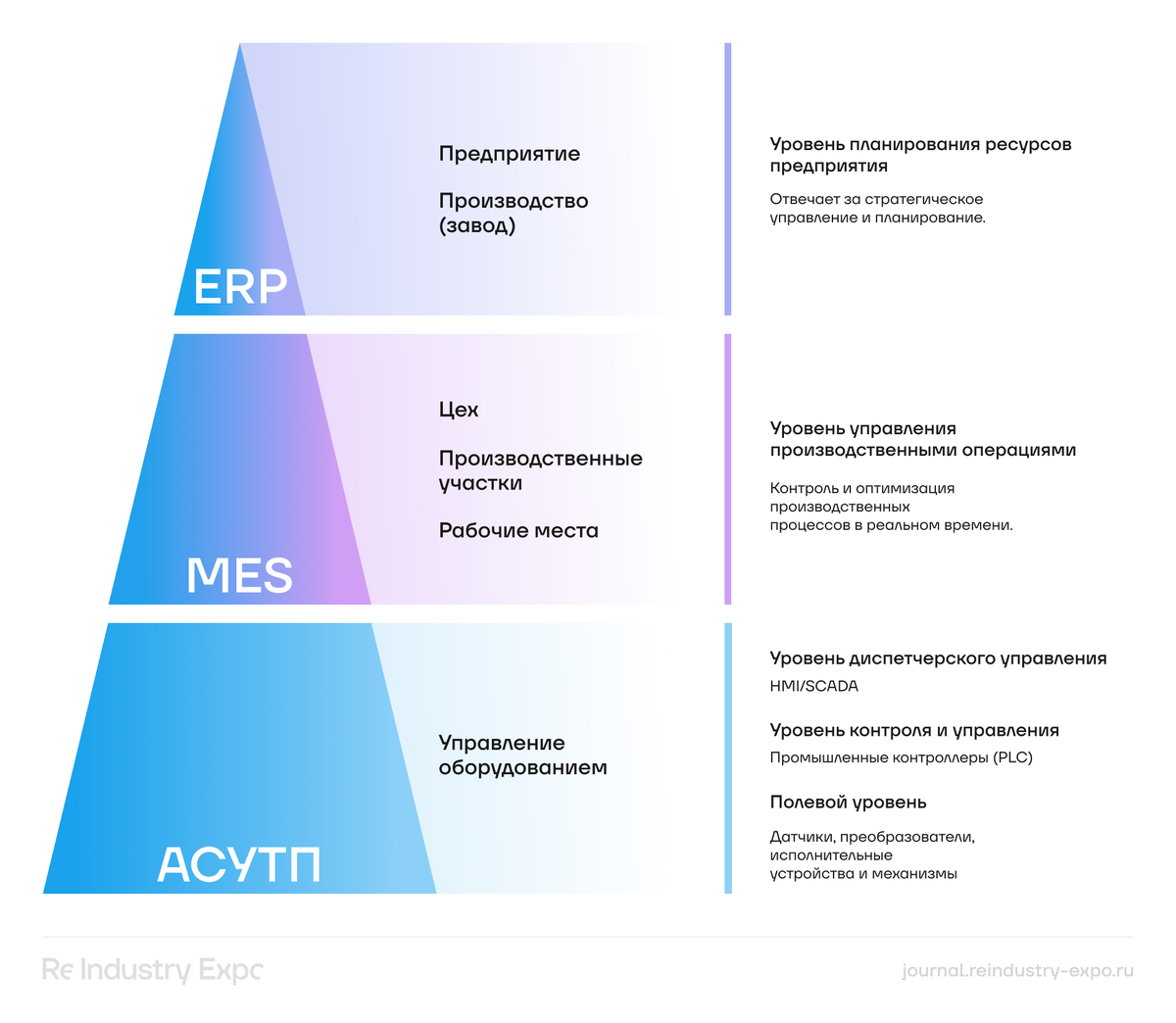
Это специализированная система управления производством в реальном времени. В отличие от типовой ERP, которая отвечает только на вопрос «что производить?», MES решает задачу «как сделать это максимально эффективно?». При этом внедрять MES можно поэтапно, начиная с базовой автоматизации ключевых процессов и постепенно наращивая функционал.
Давайте разберем на конкретных примерах, какие задачи решает MES, и в каких случаях время и деньги на её внедрение действительно оправданы – даже в текущих условиях.
Полная версия материала опубликована в Журнале ReIndustry
№1. Если каждый цех работает сам по себе
На первый взгляд может показаться, что настроить планирование и коммуникацию между участками производства достаточно просто: опытные мастера годами выстраивали связи между подразделениями и как-то справлялись с растущим потоком заказов.
Однако именно эти неформальные договоренности часто становятся барьером для развития: сотрудники активно сопротивляются любым изменениям, пользуясь высокой зависимостью бизнеса от их опыта и связей.
Вот реальный пример с одного производства. В цех заготовок регулярно поступали материалы, которые не соответствовали текущему плану смены. В другом цехе все буферные зоны были забиты деталями, которые невозможно передать дальше по производственной цепочке.
Что делали мастера: тратили большую часть рабочего времени на переговоры и поиск решений для этих ситуаций.
В результате в одних цехах ждали, пока склады довезут необходимые материалы, в других — простаивали в ожидании начала производства, в третьих — останавливали работу из-за отсутствия места для складирования. А заказы как обычно нужны были быстрее.
Что делает MES: создает единую производственную цепочку с четкой последовательностью операций. На том же предприятии процесс выстроили следующим образом: каждый заказ печатался отдельно и размещался на специальном столе.
Сотрудник сканировал задание на терминале перед началом работы. После завершения операции он снова сканировал задание, получал этикетку для маркировки детали и размещал её в специально выделенной буферной зоне для передачи в следующие цеха.
Этот базовый алгоритм помог наладить систему снабжения цехов материалами. Когда сотрудники начали работать не с условным набором задач, а с четкой последовательностью операций, удалось выстроить регулярные поставки со складов сырья точно в срок.
В результате потребность в производственных площадях сократилась на 30-40% за счет уменьшения буферных зон.
Производственные мощности можно загрузить на 15–20% больше, просто изменив подход к управлению.
Но главное преимущество — существенный рост эффективности использования рабочего времени, который мы можем измерить.
Устранение простоев, вызванных некорректной последовательностью операций и отсутствием подготовительных мероприятий, позволило справиться с одной из главных производственных проблем – межоперационным «пролеживанием».
Звучит забавно, но суть точно отражает: это время, когда материалы и детали просто лежат между операциями, никем не востребованные. Так вот, этот период простоя удалось сократить с 3-4 дней до 12-16 часов.
Это, повторюсь, сделал базовый алгоритм. После того как основные процессы отлажены, предприятие может двигаться дальше — например переходить к детальному планированию и диспетчеризации.
MES сама рассчитывает оптимальный график работы, учитывая загруженность оборудования, доступность материалов и квалификацию персонала, что позволяет повысить загрузку производственных мощностей на 15-20%.
Другими словами, те же станки производят больше продукции без дополнительных вложений.
№2. Если каждая поломка — это авральный режим
У технологического оборудования есть одна особенность: его поломка всегда внезапная, но на самом деле никогда таковой не является. Это результат накопившихся проблем, которые можно было предупредить.
В реальности же производства часто работают по принципу «пока не сломалось — не трогай», и каждая остановка превращается в авральный режим с непредсказуемыми последствиями.
На одном из мебельных производств простой станка с ЧПУ обходился в 300-500 тысяч рублей за каждый случай. Почему так дорого?
Потому что останавливается не просто станок — встает вся производственная цепочка. Пока идет срочный ремонт, простаивает персонал, срываются сроки заказов, начисляются штрафы. И самое неприятное — никто не может гарантировать, что завтра ситуация не повторится с другим оборудованием.
Это происходило, потому что оборудование работало до поломки, без чёткого плана техобслуживания, а сигналы о надвигающихся сбоях не отслеживались — было просто «не до того», и это можно понять.
MES в этом случае хороша, потому что позволяет изменить эту логику. В отличие от человека она интегрируется с датчиками оборудования, анализирует их показания в реальном времени и сообщает о первых отклонениях, которые могут привести к поломке.
Это кардинально меняет подход к обслуживанию: вместо авральных ремонтов и сервиса «по факту поломки» предприятие переходит на предиктивный формат.
Минус 40% к затратам на ремонты и минус 80% к простоям — вот что даёт предиктивное обслуживание.
Так техническое обслуживание планируется на удобное время с минимальным влиянием на производственный график. По нашим данным, это позволяет сократить внеплановые простои оборудования на 80%.
В денежном выражении эффект еще заметнее. Затраты на ремонты снижаются на 35-40%, потому что устранять небольшие отклонения всегда дешевле, чем ликвидировать последствия серьезной поломки.
А главное — система делает производство более устойчивым: даже если какой-то участок требует обслуживания, MES автоматически перераспределяет задания на другие линии, сохраняя общую производительность.
Интересно, что внедрение предиктивного обслуживания часто начинается с самых простых шагов. Так, на одном из предприятий первым этапом стало введение цифровых чек-листов для проверки оборудования в начале и конце смены.
Просто формализовав процесс осмотра («проверить уровень масла», «убедиться в отсутствии посторонних шумов» и т. д.), завод смог выявлять до 70% потенциальных проблем еще до их возникновения.
Следующий логичный шаг – система управления инструментальным хозяйством.
За сложным названием стоит простая идея: цифровой учет всей производственной оснастки. MES-система отслеживает, где находится каждый инструмент, кто его использует и когда проводилась последняя проверка.
Это сокращает время поиска и подготовки инструментов почти вдвое – на 40-50%.
№3. Если качество продукции нестабильно
Контроль качества — одна из самых уязвимых точек на производстве, особенно если речь идёт о сложных цепочках с участием человеческого фактора.
Когда сотрудники меняют материалы по принципу «давайте заменим лук капустой» или, как в случае на одном пищевом производстве (реальная ситуация!), запускают неучтённый выпуск продукции в ночное время, это разрушает стандарты, а также создаёт долгосрочные репутационные риски.
Проблема не только в недостатке контроля. Часто такие «креативные решения» даже поощряются: мол, молодец, выкрутился, план выполнил.
Но эта находчивость оборачивается реальными потерями: от прямых убытков из-за брака и переделок до потери клиентов, которые рассчитывали получить продукт с заявленными характеристиками.
Существует два подхода к решению этой проблемы:
Первый — внедрение инструментального контроля качества, когда на производстве устанавливается специальное оборудование для проверки продукции.
Например, в том же пищевом производстве это может быть лаборатория, анализирующая состав готового продукта. Но, честно говоря, инвестиции в такой проект на порядок выше, чем в MES-систему.
Второй — это как раз MES, чтобы автоматизировать контроль над технологическим процессом.
Система не позволяет отклоняться от утвержденной технологии на каждом этапе. Если для начинки вашего продукта нужен определенный сорт лука, система просто не позволит использовать другие ингредиенты — она заблокирует операцию, если в производство попытаются запустить не соответствующее спецификации сырье.
Контроль охватывает не только входные параметры, но и сам процесс. Отклонения от установленных норм — будь то температура, скорость обработки или другие критические параметры — фиксируются системой. Это исключает ситуации, когда проблемы обнаруживаются только на стадии контроля готовой продукции.
Переход на автоматизированный контроль качества снижает брак с 5–7% до менее чем 1%.
Одновременно снижаются затраты на проверку продукции — до 30-40%, так как система берёт на себя большинство рутинных операций, а сотрудники фокусируются только на нестандартных ситуациях.
Но главное — производство может гарантировать стабильное качество и при стабильном, и при растущем объеме заказов, что критически важно для удержания клиентов и развития.