Долго подбирался к написанию статьи... Но свершилось! Данная статья – по сути, полноценный список всех возможных инструментов и приборов полноценной сервисной службы, которая работает со станками с ЧПУ (проверенная на практике, писал вместе с хорошими механиками!)
Уверен, такой список будет вам полезен!
Итого, в статье рассмотрим какими именно инструментами пользуются механики / главные механики или же сервисные компании, которые занимаются ремонтом оборудования с ЧПУ и его техническим обслуживанием. Именно для механиков и сервисников будет данная статья полезна в первую очередь (а также их руководителей – чтобы понимать, что именно должно быть в арсенале сервисного инженера или целой службы главного механика).
Если что, у меня можно все это заказать – пишите! Я уже на опыте. Знаю лучшие решения для механиков и сервисников от которых они не будут плеваться!
Общие слова / вместо введения
Эффективное техническое обслуживание и ремонт/диагностика станков с числовым программным управлением требует от сервисного инженера комплексного подхода. Современные металлообрабатывающие станки - это высокоточные системы, состоящие из множества взаимодействующих компонентов, каждый из которых требует регулярного контроля и мониторинга.
Надлежащее техническое обслуживание не только продлевает срок службы оборудования, но и обеспечивает стабильность геометрической точности обработки деталей, сокращает непредвиденные простои и повышает производительность производства.
Профессиональный сервисный инженер должен располагать целым арсеналом специализированных приборов и инструментов, позволяющих проводить комплексную диагностику как электрических, так и механических систем станка. От простых ручных измерительных инструментов до сложных цифровых анализаторов - каждый прибор выполняет свою важную роль в системе контроля качества и технического состояния оборудования.
1. Электроизмерительные приборы и инструменты
1.1. Мультиметр - базовый инструмент электрической диагностики
Мультиметр (или авометр) является неотъемлемым инструментом в наборе сервисного инженера. Этот универсальный прибор позволяет измерять основные электрические параметры, необходимые для диагностики электрических цепей станка с ЧПУ.

Современный цифровой мультиметр предоставляет возможность измерять:
- Постоянное напряжение (DCV)
- Переменное напряжение (ACV)
- Постоянный и переменный ток (DCA/ACA)
- Сопротивление (Ω)
- Прозвонка цепей (для быстрого обнаружения разрывов и коротких замыканий),
- Температуру (при наличии контакта К-типа для измерения температурных режимов элементов станка)
При работе со станками с ЧПУ особенное внимание следует уделять качеству щупов (проводов) мультиметра. Они должны быть хорошо экранированы для минимизации электромагнитных помех, которые обильно присутствуют в цехах с электрооборудованием. Рекомендуется использовать мультиметры с функцией TrueRMS (истинное значение RMS), обеспечивающей точные измерения на нелинейных нагрузках, что особенно важно при работе с преобразователями частоты и импульсными источниками питания.
1.2. Цифровой осциллограф - анализ сложных электрических сигналов
Для более глубокой диагностики электрических систем станка часто требуется анализ формы сигналов, особенно при возникновении нестабильностей в работе позиционирования осей или при проблемах с датчиками.
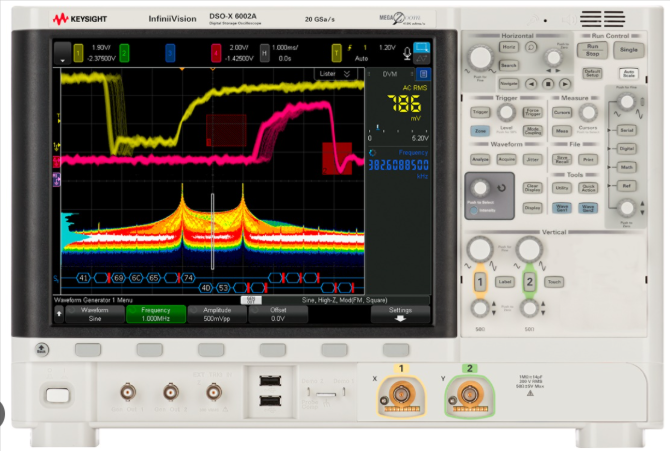
Портативный цифровой осциллограф позволяет исследовать временные параметры сигналов, частотные характеристики и выявлять аномальные всплески или помехи.
Осциллограф необходим при:
- Диагностике датчиков линейных перемещений и энкодеров
- Анализе сигналов обратной связи от датчиков положения
- Проверке выходных сигналов блоков ЧПУ
- Выявлении электромагнитных помех в системах управления
1.3. Индикаторы бесконтактного напряжения и фазы
Простые в применении бесконтактные индикаторы напряжения позволяют быстро определить наличие электрического потенциала без необходимости подключения щупов.
Это особенно полезно при проверке электрических шкафов и распределительных панелей перед началом работ с электрооборудованием. Такие приборы обеспечивают безопасность при работе на высоких напряжениях.
2. Механические измерительные приборы высокой точности
2.1. Индикаторы часового/рычажного типа. Они бывают, как и механические, так и электронные. С помощью данных приборов, слесарь-ремонтник может вручную определить отклонения геометрических параметров, начиная с отклонения соосности между режущим инструментом и шпинделем станка, отклонения от перпендикулярности осей (используются совместно с поверочной гранитной плитой - прим. от автора) и заканчивая определением люфтов ШВП и танкеток с направляющими.
Сервисный инженер использует индикаторы часового типа для:
- Проверки радиального биения инструмента в шпинделе
- Измерения отклонений от формы и толщины обработанных деталей
- Контроля параллельности и перпендикулярности поверхностей после механической обработки
- Определения люфтов в направляющих и узлах станка
- Проверки качества установки геометрических оправок на шпинделе
Поверхность, на которой закреплен индикатор (обычно магнитная стойка), должна быть чистой и немагнитной, чтобы обеспечить точность показаний.
2.2. Микрометры и штангенциркули
Здесь все довольно стандартно - универсальные измерительные инструменты для определения малых линейных размеров с точностью от 2 микрон.
Данные измерительные приборы могут пригодиться в любой момент!
3. Контрольные и тестовые геометрические оправки - эталоны точности
Контрольные геометрические оправки (тестовые оправки) являются неотъемлемой частью арсенала сервисного инженера, работающего со станками с ЧПУ. Эти инструменты служат в качестве эталонов для восстановления и проверки геометрической точности оборудования.
Это основной измерительный инструмент, без которого механик не может обойтись при проверке станка на геометрическую точность.
По конструкции они бывают: цилиндрические, конусные, дисковые.
Но не стоит забывать, что данный инструмент довольно дорогой, поэтому необходимо за ним тщательно ухаживать. По окончанию работы полностью обезжирить геометрический инструмент. Если под оправку нет специального кейса (или небольшого деревянного ящика), следует его поместить во влагозащищенное место, с дополнительной консервацией.
Самая частая ошибка недостаточно опытного механика перед использованием оправки -это отсутствие подготовительной операции. Всегда нужно тщательно очищать посадочные места от грязи, потому что стружка и остатки СОЖ действительно снижают точность измерений.
Типовые характеристики контрольных оправок:
- Максимальная допустимая погрешность биения — обычно 0,002 мм (2 микрона), что обеспечивает высокую точность эталонирования
- Конусы крепления — соответствуют стандартным хвостовикам станка (Морзе, BT, SK, HSK)
- Материал — высокопрочные сплавы с повышенной жесткостью
- Диапазоны диаметров — для различных типов шпинделей, например, от 100 до 300 мм для цилиндрических посадок
Контрольные оправки позволяют:
- Определить текущее состояние шпинделя и провести диагностику биения (радиальное и осевое биения шпинделя)
- Выявить несоосность, отклонения от параллельности и перпендикулярности осей, а также измеряют точность линейных перемещений.
- Выявить износ подшипников шпинделя и необходимость его ремонта
- Выполнить наладку и балансировку после ремонтных работ
- Контролировать воспроизводимость геометрической точности обработки
4. Поверочная гранитная плита или рамка
Гранитная плита – прецизионная измерительная поверхность, которая применяется при проверке линейных и угловых отклонений, а также при калибровке координатных перемещений.
Гранитную плиту используют как базовую поверхность, а на неё устанавливают цифровой индикатор, измеряющий отклонения от эталонной поверхности.
Хочу отметить, что помимо плит, есть и поверочные линейки. В производстве я использую поверочную линейку, для того чтобы отметить точки выпуклости, вогнутости, чтобы в дальнейшем осуществить дальнейший процесс шабрения станин, колонн.
5. Точность интерполяции. Renishaw BallBar.
Основное предназначение прибора - это испытания на точность интерполяции и выявления как статических, так и динамических неисправностей станков с ЧПУ при интерполяции контура (например, круга). В его состав входит прецизионный линейный датчик с прецизионными шариками на обоих концах; два прецизионных магнитных держателя, один из которых крепится на столе станка, а другой – в шпинделе станка или же на корпусе шпинделя.
Измерение точности оборудования производится одновременным перемещением по 2,3 и может быть по 4 осям с дискретностью в 0,1 мкм.
Кстати, как измерять с помощью данного прибора - рассказывал подробно в моей статье про приемку станков с ЧПУ.
6. Оптические и лазерные системы для контроля геометрии
6.1. Лазерные интерферометры (контроль точности позиционирования)
Лазерные интерферометры представляют собой наиболее совершенные и точные системы для измерения линейных и угловых параметров станков с ЧПУ. Эти приборы используют интерференционный метод измерений, основанный на подсчете длин волн стабилизированного лазерного излучения.
Принцип работы и преимущества: Результаты измерений, полученные с помощью лазерных интерферометров, базируются на известной длине волны лазерного излучения (гелий-неоновый лазер с круговой поляризацией), что обеспечивает прямую прослеживаемость к международному стандарту длины.
Основные режимы измерений лазерного интерферометра (на примере Lasertex HPI-3D и XL-80 Renishaw):
- Линейные измерения- позиционирование осей с точностью до 1 нм
- Угловые измерения- определение угловых отклонений осей и поворотных механизмов
- Контроль прямолинейности- измерение отклонения траектории движения осей от идеальной прямой линии
Точность и разрешение: современные лазерные интерферометры обеспечивают точность линейных измерений ±0,05 мкм на метр длины
Применение в практике ТО:
- Периодическая калибровка станков (обычно раз в 6-12 месяцев, в зависимости от интенсивности использования)
- Проверка геометрии после проведения ремонтных работ на станке
- Определение текущего состояния точности для принятия решения о необходимости регулировок
- Составление отчетов о техническом состоянии оборудования для архива
- Последующая компенсация ошибок позиционирования через контроллер ЧПУ
6.2. Оптические контактные и бесконтактные тахометры
Тахометр - это прибор для измерения угловой скорости вращения различных механизмов. Оптические тахометры особенно полезны при работе со станками с ЧПУ, так как позволяют бесконтактно определить скорость вращения шпинделя без необходимости установки датчиков на вращающиеся части.
Принцип действия оптического тахометра:
Прибор использует фототехнику для измерения скорости вращения. На вращающуюся поверхность наклеивается светоотражающая метка (обычно белая наклейка с высокой отражательной способностью). Оптический датчик тахометра регистрирует отражение света от метки каждый раз при прохождении ее перед лучом, и по частоте этих отражений определяется скорость вращения в оборотах в минуту (об/мин).
Типовые характеристики оптических тахометров:
- Диапазон измерения — от 1 до 99 999 об/мин (в зависимости от модели)
- Точность — обычно ±0,05% от измеренного значения
- Расстояние измерения — от 5 см до 50 см, в зависимости от модели и условий освещения
- Дисплей — цифровой LCD с прямым отсчетом значения
Применение при техническом обслуживании:
- Проверка стабильности скорости вращения шпинделя во время холостого хода и под нагрузкой
- Выявление нестабильностей, вызванных дисбалансом или износом подшипников
- Контроль соответствия фактической скорости заданным параметрам в управляющей программе
7. Системы вибродиагностики
Вибродиагностика - это совокупность методов неразрушающего контроля, которые позволяют выявить скрытые дефекты оборудования на ранних стадиях развития.
Важно отметить, что она не требует принудительной остановки оборудования, дополнительных временных затрат при монтаже/демонтаже оборудования. При помощи виброметров и акселерометров можно выявить механические дефекты, такие как износ подшипников, люфт в соединениях, несоосность деталей и другие проблемы.
Измерения проводим на подшипниках, корпусах подшипников или других элементах конструкции станка, которые в максимальной степени реагируют на динамические силы. На практике, обычно, мы выполняем измерения по двум точкам, в радиальном направлении. Однако если полученный результат нас не устраивает, то проводим измерения по трем взаимно перпендикулярных направлениях.
Современные вибродиагностические системы позволяют отслеживать вибрации станка в реальном времени и автоматически сигнализировать оператору о повышении уровня вибраций, что может быть признаком неисправности.
Приборы экспресс-диагностики подшипников
Для оперативной оценки состояния подшипниковых узлов без необходимости в длительном спектральном анализе используются специализированные приборы (например, ДПК-Вибро). Эти устройства основаны на анализе высокочастотных ударных импульсов, которые генерируются при наличии дефектов в подшипниках.
Принцип работы: Прибор анализирует форму вибросигнала в высокочастотной области (обычно 5-20 кГц), где дефекты подшипников проявляются наиболее отчетливо. По результатам математической обработки ударных импульсов вычисляются два ключевых параметра:
- СКЗ (среднеквадратичное значение) — характеризует общий уровень вибрации
- Эксцесс (коэффициент выраженности пиков) — показатель наличия ударных процессов, высокие значения указывают на внутренние дефекты подшипника
На экране прибора отображается схематическое изображение подшипника со значениями СКЗ слева и справа, что позволяет оператору немедленно оценить состояние и принять решение о необходимости замены.
8. Тепловизионная диагностика (тепловизоры и термографические камеры)
Инфракрасная термография используется для диагностики температурных зон в электрических компонентах, системах охлаждения и других узлах станков с ЧПУ.
Инфракрасная диагностика позволяет механику обнаружить перегрев деталей станка, что может свидетельствовать о неисправности, например, тепловизионный контроль используется:
- Выявления перегревов в электрических компонентах- повышенная температура может указывать на плохой контакт, перегрузку или неисправность электроники управления
- Диагностики проблем с гидравлическими системами- локальные зоны перегрева обычно указывают на точки повышенного трения, кавитацию насоса или дроссельные эффекты в клапанах
- Контроля состояния подшипниковых узлов- изношенные подшипники генерируют избыточное тепло вследствие увеличения трения
- Проверки эффективности смазки- неравномерное распределение смазки проявляется в виде локальных горячих точек
- Выявления проблем с охлаждением- недостаточная циркуляция масла в охлаждающей системе приводит к локальным перегревам
Принцип работы:
Тепловизор регистрирует инфракрасное излучение (тепловое излучение), исходящее от объекта, и преобразует его в видимое изображение, где различные цвета соответствуют разным температурам. Более горячие области отображаются красным или белым цветом, холодные - синим или фиолетовым.
9. Системы мониторинга станков и диагностики в реальном времени
Современные производства все чаще внедряют автоматизированные системы мониторинга (Технологии интернета вещей (IoT и Industry 4.0)), которые собирают данные о работе станков в реальном времени. Такие системы как DPA, WINNUM и АИС «Диспетчер» обеспечивают объективный контроль состояния оборудования и помогают выявлять проблемы на ранних стадиях (в режиме реального времени).
Современные датчики, установленные на станках уже с завода через ЧПУ и далее через LAN-провод или бесконтактное подключение по wi-fi) - передают различную информацию о состоянии узлов станка: о температуре, давлении, скорости вращения, режимы резания, нагрузки и сотри других параметрах на сервер или в облачные сервисы.
Далее специальное программное обеспечение (у разных поставщиков – свое в будущих статьях их обязательно рассмотрим – WINNUM/ АИС ДИСПЕТЧЕР / DPA и т.д.) анализирует эти данные, выявляет отклонения от нормы и, фиксирует различные опасные закономерности и прогнозирует возможные поломки (по сути, это предиктивная аналитика).
Это позволяет механикам, инженерам и операторам заранее планировать техническое обслуживание, уменьшая вероятность неожиданных поломок. По сути – это предиктивная аналитика.
Однако следует понимать, что такие системы являются дополнением к традиционным методам ТО, а не заменой им. Опытный сервисный инженер все еще должен проводить регулярные визуальные осмотры и инструментальные измерения.
10. Системы анализа состояния смазочно-охлаждающих жидкостей (СОЖ)
Почти все современные станки с ЧПУ используют смазочно-охлаждающие жидкости в процессе обработки. Основные приборы, которые позволяют своевременно выявлять загрязнение, изменения вязкости СОЖ, биопоражение (развитие микроорганизмов) и другие проблемы, которые могут привести к как к повреждениям узлов станка, так и к снижению качества обработки:
- рефрактометр (бывают аналоговые / цифровые) - который измеряет концентрацию СОЖ,
- кондуктометр - измерение жесткости СОЖ
- лакмусовая бумага - измерение pH-показателей
Хочу отметить, когда будете использовать данные приборы на своём производстве и контролировать СОЖ, то у Вас будет постоянное высокое качество СОЖ, которое окажет благоприятное воздействие не только на ее расход, а также и на качество смазки и охлаждения в зоне резания, что в свою очередь повышает износостойкость инструмента и приводит к повышению эффективности обработки (снижение себестоимости обработки).
11. Универсальные рабочие инструменты и оборудование
Ручной инструмент и измерительные принадлежности. Различные универсальные приборы для сервисного инженера или механика – используются в ежедневном режиме механиками на производстве.
Выше я перечислил основные приборы, которые позволят успешно диагностировать состояние станка, но для полноценной работы с ним механику или сервисному инженеру, которые делает ТО или ремонт станка, безусловно, нужен полноценный набор универсальных инструментов – гаечные, динамометрические ключи, магнитные стойки и т.д.
Далее делюсь стандартным набором, который будет полезен каждому механику. Замечу, что данный набор собран на практике и особо ничего лишнего в нем нет.
Основные элементы универсального набора:
- Чемодан инструментальный
- Набор диэлектрического инструмента в ложементе
- Диэлектрический инструмент
- Набор ключей гаечн.комбинированных с трещоткой 8 предметов
- Набор шестигранных ключей 9 предметов
- Набор ключей (9 шт) шестигранных удлиненных
- Набор ключей двусторонних с Torx профилем Т8-Т40
- Набор головок 1/2"-1/4"(58 шт)
- Набор отверток TORX Т8-Т40, 7 предметов
- Молоток без отдачи со сменными бойками 50 мм
- Ключ динамометрический 5-25 Hм предельный со встроенной трещоткой,
- Ручная смётка для верстака
- Щетка ручная металлическая, волнистая проволока,
- Ключ шестигранный 12mm
- Ключ шестигранный 14mm
- Набор съемников стопорных колец, 4 предмета, тип NS80-4
- Плоскогубцы и длинногубцы
- Молоток
- Паяльник и припой
- Пинцеты и щупы
- Промышленные пылесосы и системы очистки (позволяют эффективно удалять металлическую стружку, масло и загрязнения)
Рабочие материалы и расходники
- Салфетки и тряпки- для очистки и протирания поверхностей
- Чистящие составы- специализированные средства для удаления застарелых загрязнений
- Смазочные материалы- для смазки узлов и направляющих
- Герметики и прокладочные материалы- для герметизации соединений при ремонте
- Кабели и удлинители — для подключения приборов в цехе
12. Другие приборы
На самом деле приборов гораздо больше и все зависит от типа оборудования, которое у вас эксплуатируется на производстве. Все мы, к сожалению, не охватим в данной статье, однако, как пример для понимания - для токарных станков используется специальный динамометрический прибор.
Данный прибор предназначен для быстрого и аккуратного измерения усилий зажима и скорости вращения токарных патронов. Прибор позволяет проверить распределение нагрузки на заготовку, не слишком ли слабый или сильный зажим, что влияет на точность обработки, а также позволяет избежать деформаций при зажиме. Часто сталкивались с ситуацией, когда расчетный показатель усилия зажима (выставляется на гидростанции) значительно отличался от реального показателя усилий зажима, что влияло на точность детали (слишком сильный зажим формировал вогнутости).
Выводы
Современный сервисный инженер, работающий со станками с ЧПУ, должен быть оснащен полным арсеналом измерительных приборов и диагностических инструментов. От простых мультиметров до сложных лазерных интерферометров. Каждый прибор выполняет свою критическую роль в обеспечении высокого качества технического обслуживания.
Профессиональный подход к ремонту и ТО станков с ЧПУ требует не только знания инструментов, но и понимания физических принципов их работы, умения правильно интерпретировать полученные результаты и принимать обоснованные решения о необходимом ремонте или регулировке.
Окупаемость
Инвестиции в современное контрольно-измерительное оборудование окупается многократно через:
- Уменьшение времени простоя. Тут все просто. Мониторинг, контрольно-измерительные приборы помогают быстро находить зоны поломок. Не будь их, механик может потерять много времени на выявлении проблемы, что значительно увеличивает время простоя оборудования.
- Прогнозирование поломок. Системы диагностики позволяют не только следить за состоянием станка, но и заранее предупреждать о возможных неисправностях, чтобы избежать серьезных поломок.
- Увеличение срока службы станков. Регулярный контроль, проведение технического обслуживания и точная настройка главных узлов, действительно позволяют уменьшить износ и продлевают срок эксплуатации станков.
- Снижение расходов на содержание оборудования. Прежде всего, если вовремя замечать и устранять мелкие неисправности, можно избежать капитального ремонта, что чревато большими затратами на запчасти.
Как итог: полноценное повышение производительности производства
Заключение
Регулярное использование описанных в статье приборов в рамках систематического плана технического обслуживания позволяет превратить реактивный подход (ремонт после поломки) в проактивный (предотвращение проблем), что является отличительной чертой современного управления производственным оборудованием.
По итогам данной стати у меня к вам сразу 2 предложения!
1. Если вам нужно какое-либо сервисное оборудование из данного списка – обращайтесь ко мне. Я их ранее уже покупал и знаю где надежно и экономично. Соберем под вашу службу специальный пакет инструментов.
2. Если вам не особо хочется инвестировать и оснащать (иногда сильно дорогостоящими приборами) ваших сервисных инженеров / механиков / электриков – тогда вы можете написать мне и я порекомендую отличные сервисные команды, которые в состоянии провести любой ремонт или обслужить любой станок с ЧПУ (покупать по п.1 тогда уже не потребуется).
Жду вас в моем телеграм-канале! Там много чего полезного по станкам с ЧПУ.