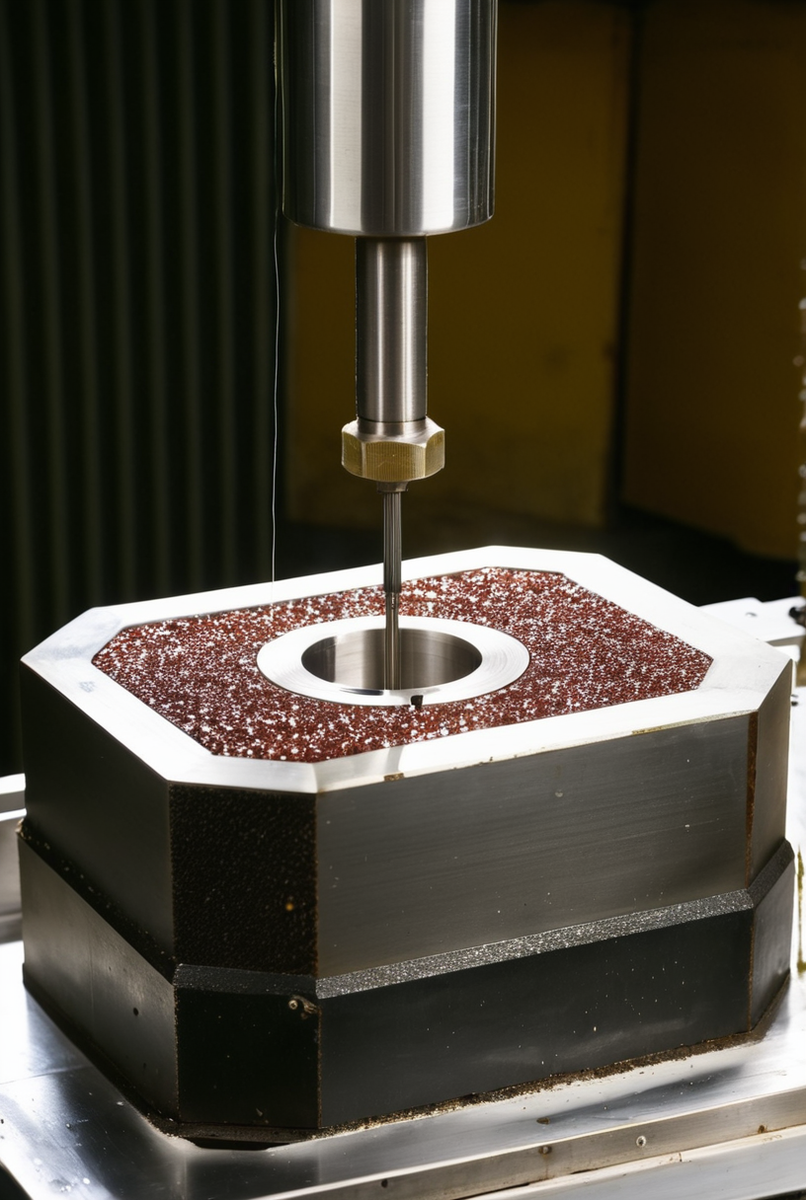
Назначение державки: качественная правка круга на шлифовальном станке с использованием алмазного карандаша как основного абразивного инструмента.
Державка — это ключевой элемент оснастки для шлифовального станка‚ обеспечивающий жесткую фиксацию. Её главная задача — точно позиционировать алмазный карандаш‚ который является основным инструментом для правки. Качественная правка круга — залог эффективной металлообработки.
Причины правки: засаливание абразива‚ износ‚ биение круга и восстановление геометрии для повышения режущей способности рабочей поверхности.
Эффективность работы на любом шлифовальном станке напрямую зависит от состояния‚ в котором находится абразивный инструмент. Своевременная правка круга — это не просто рекомендация‚ а производственная необходимость‚ обусловленная несколькими критически важными факторами‚ влияющими на качество металлообработки.
- Засаливание абразива: В процессе шлифовки микроскопические поры между абразивными зернами забиваются частицами обрабатываемого металла и продуктами износа связки. Этот процесс‚ известный как засаливание абразива‚ приводит к тому‚ что рабочая поверхность становится гладкой‚ теряет свою пористость и‚ как следствие‚ остроту. Резко падает режущая способность‚ увеличивается трение и нагрев детали‚ что недопустимо для точных работ. Выравнивание и очистка поверхности возвращают кругу его первоначальные свойства.
- Износ и нарушение формы: Любой точильный круг подвержен неравномерному износу. Со временем его рабочая поверхность теряет идеальную цилиндрическую или заданную профильную форму. Появляются выработки‚ конусность‚ бочкообразность. Восстановление геометрии является ключевой задачей правки‚ так как только круг с правильной формой может обеспечить точность размеров и качество обрабатываемой поверхности.
- Биение круга: Это опасное явление‚ представляющее собой радиальное или торцевое смещение круга относительно оси вращения. Биение круга может возникнуть из-за неточной установки на оправку или стать следствием неравномерного износа. Оно вызывает сильные вибрации‚ снижает точность шлифовки и создает угрозу разрушения абразивного инструмента‚ что является грубым нарушением правил техники безопасности.
- Профилирование и обновление режущих кромок: Помимо устранения дефектов‚ правка служит для придания рабочей поверхности круга сложного профиля (профилирование) для фасонной шлифовки. Кроме того‚ алмазный резец‚ снимая тонкий слой‚ вскрывает новые‚ острые абразивные зерна‚ удаляя затупившиеся. Это значительно повышает производительность и чистоту обработки на точиле.
Подготовка к работе: надежная фиксация державки на подручнике‚ правильный угол установки и выбор инструмента для правки (оправка) согласно ГОСТ для вашего точила.
Качественная правка круга начинается задолго до первого контакта алмаза с абразивом. Ключевым этапом является тщательная подготовка‚ от которой зависит точность всей последующей металлообработки. Первостепенная задача — это надежная фиксация державки‚ в которую установлен алмазный карандаш. Она должна быть жестко и точно закреплена на подручнике или в специальном приспособлении шлифовального станка. Любой люфт или вибрация недопустимы‚ так как они приведут к неровной рабочей поверхности и могут повредить как абразивный инструмент‚ так и алмазный резец;
Выбор и установка инструмента
Выбор самого инструмента для правки должен соответствовать задачам и характеристикам точильного круга. Важно‚ чтобы оправка и сам карандаш соответствовали стандартам‚ таким как ГОСТ‚ что гарантирует их надежность и предсказуемый результат. Перед началом работы необходимо выставить правильный угол установки. Алмазный карандаш следует располагать под углом 10-15 градусов к радиусу круга в направлении‚ противоположном его вращению. Такое положение обеспечивает оптимальные условия резания‚ предотвращает выкрашивание алмаза и способствует равномерному износу его режущей части. Ось карандаша должна быть смещена немного ниже оси вращения круга‚ что также повышает стабильность процесса выравнивания на точиле и готовит его к высокоточной шлифовке.
Игнорирование этих правил подготовки неизбежно скажется на результате‚ снижая эффективность правки и увеличивая износ дорогостоящего инструмента.
Технология процесса: ручная правка и выравнивание точильного круга‚ осевая подача‚ профилирование с помощью алмазного резца и применение СОЖ для эффективного охлаждения.
Технология правки на шлифовальном станке — это контролируемый процесс резания‚ где алмазный карандаш снимает изношенный слой абразива. Ключевой параметр — это подача. Для базового выравнивания используется медленная и строго равномерная осевая подача вдоль всей рабочей поверхности. Глубина съема за проход минимальна (0.01-0.03 мм)‚ чтобы не повредить точильный круг и не вызвать выкрашивание‚ вредное для алмазного резца. Слишком быстрая подача создаст винтовую канавку‚ что недопустимо для качественной шлифовки.
Для создания сложных форм кромки применяется профилирование‚ где инструмент движется по заданной траектории. Ручная правка чаще применяется на оборудовании типа точило‚ но требует большого опыта. Неотъемлемой частью процесса является обильное применение СОЖ. Эффективное охлаждение защищает алмаз от термического разрушения и износа‚ а также смывает продукты правки‚ что критически важно для всей последующей металлообработки.
Техника безопасности и контроль качества: ключевые аспекты для металлообработки и шлифовки с учетом характеристик круга (зернистость‚ связка).
Соблюдение правил техники безопасности — неотъемлемая часть любых операций на шлифовальном станке‚ особенно в процессе правки. Высокоскоростной абразивный инструмент — источник повышенной опасности. Перед началом работы оператор обязан использовать средства индивидуальной защиты‚ в первую очередь защитные очки. Необходимо убедиться в целостности защитного кожуха и отсутствии трещин на самом точильном круге. Это может привести к его разрушению.
Контроль качества после правки
После завершения процесса выравнивания необходимо провести тщательный контроль. Качественно подготовленная рабочая поверхность должна быть однородной по всей ширине‚ без блестящих участков‚ говорящих о засаливании. Важнейшим этапом является проверка на биение круга с помощью индикатора: его значения не должны превышать допусков для точной шлифовки. Также необходимо учитывать характеристики самого инструмента: зернистость и связка влияют на конечный результат. Например‚ круг с крупной зернистостью после правки будет иметь более агрессивную режущую поверхность‚ а мелкозернистый — гладкую для финишной металлообработки. Целостность связки — это ключевой залог дальнейшей безопасной эксплуатации.

FAQ: Вопрос ответ
Как часто необходимо выполнять правку абразивного инструмента?
Периодичность‚ с которой выполняется правка круга‚ не регламентируется строгими временными рамками и зависит от множества факторов. Ключевые из них: интенсивность использования шлифовального станка‚ тип обрабатываемого материала‚ а также характеристики самого круга (его зернистость и связка). Верными признаками необходимости немедленного вмешательства являются: появление характерного "блеска" на рабочей поверхности (явное засаливание абразива)‚ заметное снижение производительности шлифовки‚ появление прижогов на детали‚ а также усиление вибрации и шума при работе. Своевременное восстановление геометрии и режущей способности — залог качественной металлообработки.
Можно ли применять один и тот же алмазный карандаш для кругов разной зернистости?
Да‚ это возможно‚ но с определенными оговорками. Выбор инструмента для правки должен быть осмысленным. Для кругов с крупной зернистостью предпочтительнее использовать алмазный карандаш с более крупным кристаллом‚ так как он лучше противостоит ударным нагрузкам. Для мелкозернистых кругов‚ предназначенных для финишной обработки‚ лучше подойдет алмазный резец с острым‚ мелким алмазом‚ который обеспечит более гладкую рабочую поверхность и не нарушит структуру абразива. Использование мощного карандаша на мелкозернистом круге может привести к вырыванию зерен и порче связки.
Что делать‚ если после правки появилось сильное биение круга?
Появление или усиление биения круга после правки — это аварийная ситуация‚ требующая немедленной остановки точила или станка. Причин может быть несколько:
- Недостаточно жесткая фиксация державки на подручнике.
- Чрезмерно большая глубина резания или слишком быстрая подача.
- Сильный износ самого алмаза в карандаше.
Необходимо проверить надежность крепления всей оснастки‚ осмотреть инструмент для правки и повторить процедуру выравнивания с минимальной подачей (не более 0.01 мм за проход).
Обязательно ли применение СОЖ при правке на простом точиле?
При кратковременной и неглубокой правке на бытовом точиле иногда обходятся без смазочно-охлаждающей жидкости. Однако для профессиональной работы и долговечности инструмента СОЖ крайне рекомендована. Эффективное охлаждение предотвращает перегрев и термическое разрушение алмаза‚ значительно продлевая срок его службы. Кроме того‚ жидкость смывает абразивную пыль‚ что является важным аспектом техники безопасности и способствует получению более чистой поверхности точильного круга.
В чем разница между выравниванием и профилированием?
Хотя оба процесса используют алмазный карандаш‚ их цели различны. Выравнивание — это базовая операция‚ направленная на восстановление геометрии: устраняется биение круга‚ конусность‚ бочкообразность‚ и рабочая поверхность становится строго цилиндрической. Профилирование — это более сложная задача‚ при которой рабочей поверхности абразивного инструмента придается определенный сложный профиль (радиус‚ угол‚ фаска) для выполнения специфических задач фасонной шлифовки.
Как влияет угол установки карандаша на качество правки?
Правильный угол установки имеет решающее значение. Алмазный карандаш должен быть установлен с небольшим "отстающим" углом (10-15°) по отношению к направлению вращения. Это обеспечивает режим резания‚ а не царапания‚ что вскрывает острые грани зерен и повышает режущую способность. Нулевой или "опережающий" угол может привести к вибрации‚ выкрашиванию алмаза и повреждению как инструмента‚ так и точильного круга. Это фундаментальное правило техники безопасности и качественной металлообработки.
Источник: https://tovaropediya.ru/articles?id=14260
Хотите рассказать всем о своем товаре или об опыте его использования?
На Товаропедии® доступно размещение полезных публикации/статей о товарах.
А в карточке товара Вы можете оставить свой отзыв о нем. Все это абсолютно бесплатно.
Присоединяйтесь, ведь Товаропедия® – народный ресурс!