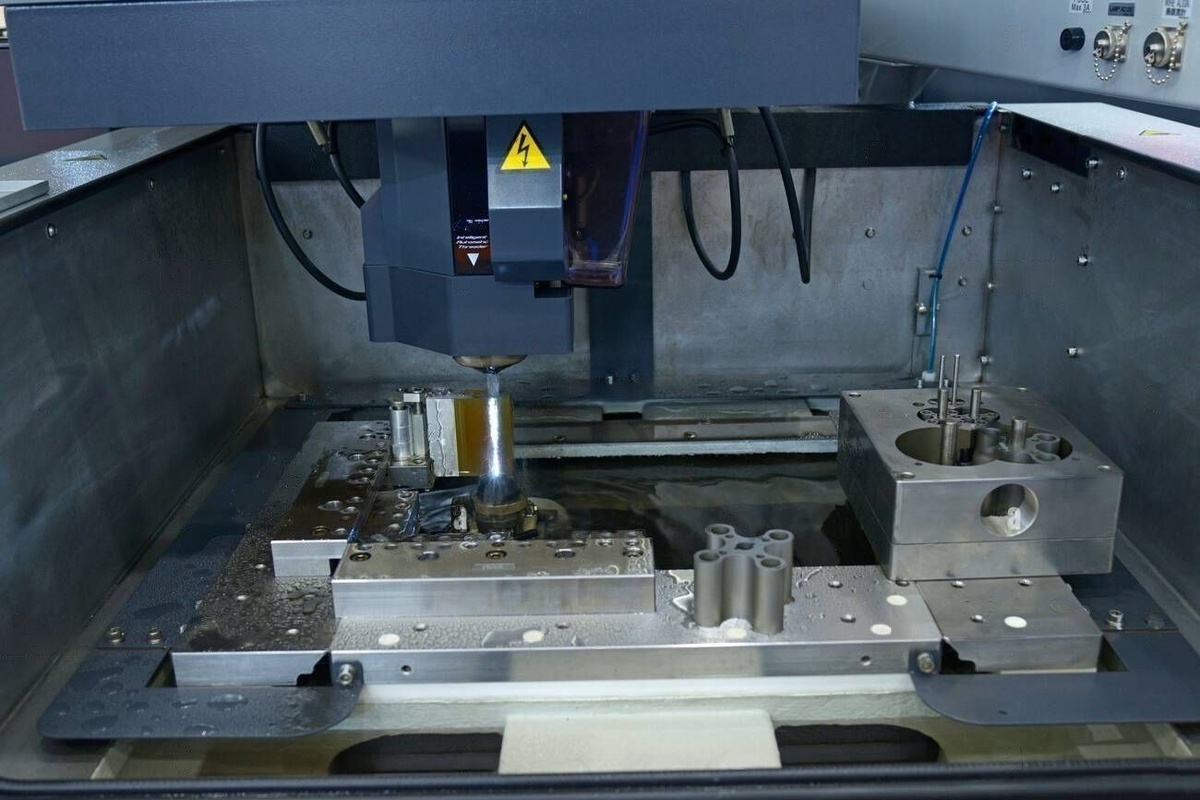
Электроэрозионная обработка (аббревиатура ЭЭО, на англ. Electric Discharge Machining) — технология, при которой материал удаляется небольшими электрическими разрядами (искрами) между заготовкой и электродом в жидком диэлектрике.
Это высокоточный процесс, не требующий использования инструмента на заготовке. Электроэрозионная обработка аналогична таким процессам, как лазерная резка. Она не требует и не использует механическую силу для удаления лишнего материала.
Основные преимущества заключаются в том, что можно обрабатывать даже очень твердые материалы, между инструментом и заготовкой нет механических сил, а станки очень легко управляются компьютером (ЧПУ).
Благодаря высокой точности и качеству поверхности и возможности обработки даже очень сложных форм эта технология чаще всего используется в производстве пресс-инструментов. Электроэрозионная обработка металлов — разновидность электрофизических методов обработки материалов (см. Электрофизическая и электрохимическая размерная обрабо

#электроэрозионнаяобработкаметаллов,
#чпу,
#металлообработка,