Введение
Технологии аддитивного производства всё активнее применяются в литейной отрасли. Печать песчаных форм и стержней напрямую по цифровым моделям позволяет создавать сложные конструкции быстрее и экономичнее, чем традиционные методы. Но вместе с преимуществами возникают и вызовы: как обеспечить стабильность свойств по всему объёму формы, как избежать деформаций и как гарантировать высокую прочность готовых изделий? Ответ на эти вопросы дают как академические исследования, так и опыт внедрения современных промышленных решений.
Милан, 2025 год: исследование однородности в больших объёмах
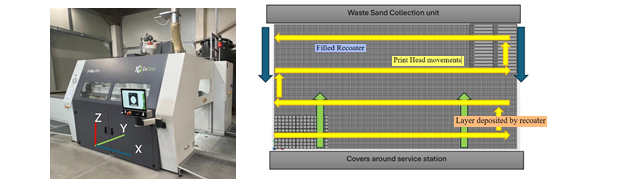
На конференции Italian Manufacturing Association (AITeM) в 2025 году была представлена работа команды Политехники Милана и литейной компании Fonder Shell. Учёные исследовали поведение песчаных образцов, напечатанных на промышленной системе Binder Jetting. Целью было выяснить, как ориентация песчаных 3D-форм (в исследовании — стандартных образцов-стержней по AFS), их положение в камере и высота относительно платформы влияют на точность размеров, плотность и прочность. Статья сотрудников Миланского Политехнического Института с результатами исследований в оригинале здесь.
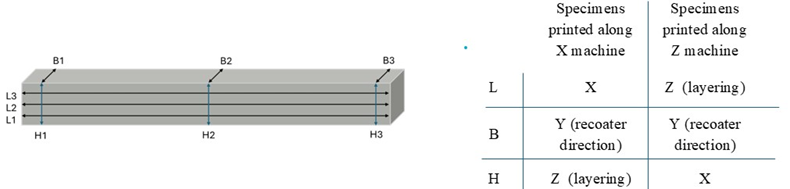
Результаты оказались неоднозначными. Разброс плотности достигал около 20%, а прочности — порядка 30%; вертикально ориентированные образцы проявляли наибольшие ошибки размеров и минимальную стойкость при изгибе; свойства зависели от расположения в рабочем объёме (верх/низ, центр/края).
Таким образом, исследование выявило главную проблему: при больших габаритах печатной камеры обеспечить полную однородность свойств непросто.
Причины технологических ограничений
Факторы, выявленные в работе итальянских исследователей, отражают системные особенности технологии Binder Jetting:
· Скорость и разрешение печатающих головок.
В системах невысокой производительности предыдущего поколения, имеющих невысокое разрешение, требуется менее вязкое связующее, а размер капли такой, что смола успевает мигрировать в пористом слое; это размывает границы и снижает локальную прочность.
· Полимеризация смолы.
Если реакция отверждения смолы идёт медленно, связующее растекается до того, как успевает зафиксироваться, формируя неоднородности.
· Укладка песка.
Система укладки песка предыдущего поколения может приводить к разной плотности слоёв и небольшим смещениям при многократном проходе, из-за чего свойства песчаных форм получаются неоднородными.
Такие эффекты характерны не для одного конкретного бренда, а в целом для машин старой архитектуры.
Путь к решениям: новое поколение систем
Чтобы преодолеть перечисленные ограничения, современные промышленные установки делают ставку на:
· Высокую скорость печати. Чем быстрее наносится связующее, тем меньше времени остаётся для его миграции и растекания.
· Увеличенное разрешение головок. Точное дозирование обеспечивает стабильные границы и более предсказуемые механические характеристики.
· Оптимизированные системы укладки песка. Новые конструкции обеспечивают равномерное распределение песка и снижают риск смещений.
· Современные химические системы. Грамотно подобранные пары связующее -катализатор позволяют ускорять отверждение и повышать прочность при меньшем расходе смолы.
Оборудование FHZL, установленное на производственных площадках 3D-FAB, развивается именно в этих направлениях. Например, модель PCM1200 (1200×1000×600 мм) обеспечивает до 120 л/ч при времени укладки около 18 секунд на слой, а PCM1800HE XL (1800×1000×1000 мм) — до 216 л/ч при времени ~15 секунд на слой. Такое сочетание скорости и точности позволяет получать формы предсказуемого качества даже при больших размерах.
Потенциал Binder Jetting с инновационным оборудованием: от цеха до мастерской художника
Опыт применения нового промышленного класса оборудования Binder Jetting (на примере решений FHZL) показывает: эти системы доказали свою состоятельность в заводских условиях и успешно масштабируются под разные задачи — от серийного выпуска форм до опытных партий сложных изделий.
По данным отраслевых обзоров, в России установлено более десяти систем FHZL различных конфигураций, а за рубежом — десятки инсталляций, включая Бразилию и Индию.
В 3D-Fab мы на собственном опыте убедились, что оборудование FHZL открывает широкие возможности для литейного производства. В числе успешных решений — бионическая рама квадроцикла, выполненная в топологическом дизайне, стальные элементы трамвая, цилиндр компрессора массой 850 кг, головка цилиндра для авиадвигателя и даже формы для бронзовой скульптуры. Эти проекты демонстрируют масштаб и универсальность технологии: крупные габариты, тонкие стенки и сложные каналы, разные сплавы и применение — от транспорта и энергетики до искусства.
Заключение
Академические исследования наглядно подтверждают: традиционные решения Binder Jetting сталкиваются с серьёзными вызовами — неоднородностью, смещениями, анизотропией прочности. Эти эффекты связаны с ограничениями архитектуры и скорости систем прошлого поколения.
Практика российских и зарубежных предприятий показывает: современные промышленные комплексы нового класса, такие как FHZL PCM1200 и PCM1800HE XL, раскрывают потенциал технологии Binder Jetting за счёт повышенной скорости, высокого разрешения и оптимизированной механики укладки (спецификации см. ссылки выше). Для литейной отрасли это означает меньше корректировок и переделок, более высокое качество отливок и конкурентные преимущества на глобальном рынке.