Решил собрать некоторые распространенные заблуждения покупателей (зачастую навязанные участниками рынка и “продавцами”, которые озадачены исключительно продажей своего станка, а не решением проблемы заказчика), которые обращаются ко мне за консультациями или советами.
Вообще, только недавно заметил, что вокруг ЧПУ-оборудования сформировалось множество довольно устойчивых заблуждений, которые либо отпугивают потенциальных пользователей, либо, наоборот, создают у них завышенные ожидания от станка с ЧПУ.
В статье рассмотрю наиболее распространенные мифы (пока их набралось 12 штук) и выясню, что же представляет собой реальность работы со станками с ЧПУ. Очень рекомендую к прочтению компаниями и предпринимателям, которые только собираются начать бизнес по металлообработке.
Мифы я категоризировал и обобщил на свой вкус. Вроде бы ничего не забыл, но если так, то статью буду периодически дополнять новыми интересными мифами от потенциальных покупателей. А у меня в ТГ канале еще много всего интересного и публикации почаще, подпишитесь...
Поехали!
Миф 1. Сначала я куплю станок с ЧПУ со всеми возможными опциями, а заказы сами придут. Ведь у меня есть самое главное и дорогое... станок с ЧПУ!

Очень распространенный миф-заблуждение, который характерна даже для опытных участников рынка. В идеальном мире сначала идет заказ (а еще лучше – серийный и долгосрочный, который получить не так-то уж и просто сейчас), и только потом уже само оборудование (станок с ЧПУ) под данную задачу. Ну, или, под эту задачу и возможные будущие. Никак не наоборот.
Если у вас нет времени на выполнение этого заказа – рассматривайте оборудование бывшее в употреблении или же оборудование со склада. Всегда держите в уме различные региональные меры поддержки (подробнее – читайте в моем ТГ канале), которые позволят вам выжать максимум из этого бизнеса. Есть несколько хороших знакомых, которые обожглись – доверяя этому мифу (могу познакомить, пишите!)
Итого: сначала вы находите стабильный заказ – потом уже станок (станки).
Миф 2. ЧПУ обработка и 3D-печать металлом - конкурирующие технологии. Скоро все будут печатать на 3Д принтере и станки с ЧПУ не понадобятся.
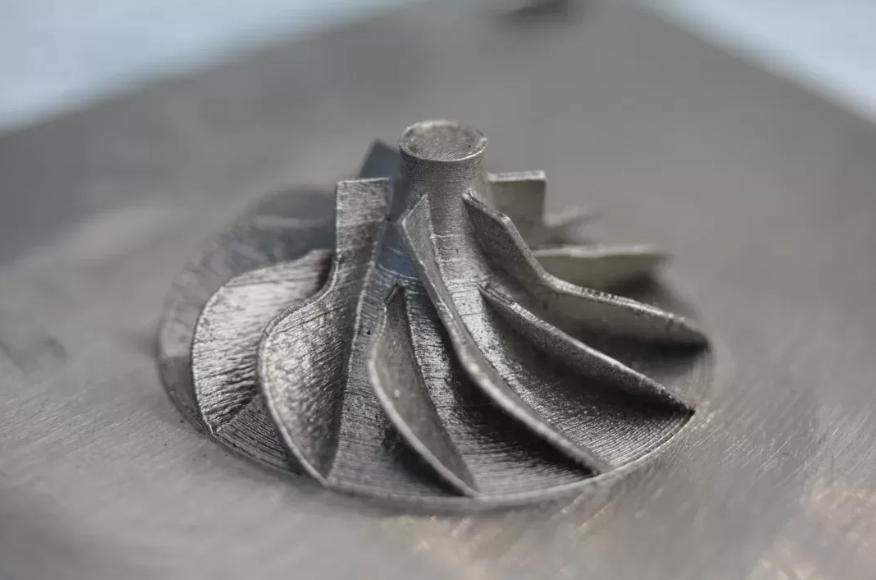
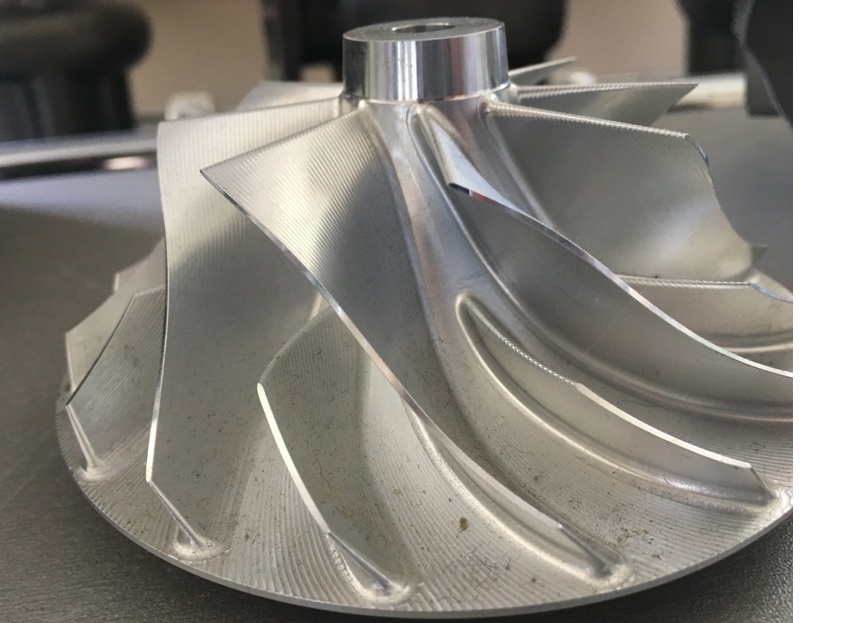
ЧПУ обработка на станках и аддитивное производство используют принципиально разные подходы к созданию деталей. Станки с ЧПУ удаляют материал из заготовки, обеспечивая достойные механические свойства, шероховатость и точность размеров. 3D-печать из высококачественного порошка же создает объекты послойно с помощью лазера, предлагая уникальные возможности для сложных геометрий.
На практике эти технологии отлично дополняют друг друга. Прототипы, созданные методом 3D-печати, часто дорабатываются на станках с ЧПУ для достижения требуемой точности и качества поверхности.
Выбор метода зависит от конкретной задачи: для функциональных и точных деталей (в т.ч. с высокими нагрузками) предпочтительна ЧПУ-обработка, а для быстрого прототипирования сложных форм - 3D-печать.
За последние 10 лет – 3Д печать по металлу действительно сделала огромный шаг вперед (в части развития самой технологии), однако параллельно возникла масса вопросов по качеству печати, стабильности печати, свойств материалов полученных деталей и даже всплыли вопросы сертификации и использованию таки деталей в изделиях. В общем – это уже отдельная история.
Итого: можно спокойно покупать металлообрабатывающий станок с ЧПУ. В ближайшее время (8-10 лет) полноценной их замены не ожидается.
Миф 3. Для управления станком с ЧПУ специальная подготовка не требуется
Некоторые производители (а особенно поставщики) активно продвигают идею о простоте и доступности современных обрабатывающих центров с ЧПУ. Что там все работает в автомате, а работать на станке можно научиться по видео на YouTube. Однако это далеко не так.
Действительно, современные станки оснащаются визуальными системами диалогового программирования, симуляции, автоматическими измерительными устройствами и другими полезными опциями, которые работают в диалоговом режиме с оператором-программистом и позволяют свести ошибки к минимуму. Однако эффективность работы на станке (а, следовательно и эффективность вашего производства) - напрямую зависит от квалификации специалиста, управляющего станком (даже больше – от оператора, наладчика, технолога и программиста). Кстати, мы подробно рассмотрели функционал сотрудников, которые могут работать со станком в отдельной большой статье – почитайте ТУТ.
Опытный оператор должен понимать основы металлообработки, разбираться в материалах, знать свойства режущего инструмента и уметь корректировать и оптимизировать технологические процессы. На освоение такой профессии требуется от нескольких месяцев до нескольких лет, включая теоретическое обучение и практику. Даже базовые операции на токарном или фрезерном станке требуют умения читать чертежи, понимать G-код и умения настраивать оборудование.
Поэтому, когда вам в очередной раз говорят поставщики, чтобы вы скорее купили станок – вспомните про сотрудника (а лучше – сотрудников), которые будут работать на нем. Обязательно заложите в инвестпроект деньги на его обучение (или сразу возьмите готового профи, но подороже) – это сэкономит вам массу нервов и денег. Ведь некорректная управляющая программа вместе с некачественной наладкой могут привести к дорогостоящему ремонту станка, а главное – его простою.
Итого: кадры на производстве решают! Все и они должны быть подготовленными профи, чтобы работать со станками с ЧПУ. Если это не так и таких сотрудников у вас нет, то есть высокий риск простоя оборудования, а как дополнение - Т штучное будет большим, расход инструмента повышен = низкая экономическая эффективность обеспечена (продукция неконкурентоспособна).
Миф 4. Запустил программу на станке с ЧПУ и свободен.
Некоторые потенциальные покупатели имеют довольно поверхностный взгляд на производственный процесс, а именно, полагают, что можно лишь купить станок, где-то на стороне попросить сделать Управляющую программу и с флешки запустить ее на станке + оставить спокойно станок на время и ждать готовых годных деталей. Но, к сожалению, это зачастую не так.
Системы автоматизации станков с ЧПУ, в целом, достигли неплохих результатов: системы подачи заготовок, автоматические загрузчики и палетные системы позволяют минимизировать участие человека. Тем не менее, полностью автономной работы в России не существует.
Изготовление детали нужно наладить (в т.ч. собрать инструмент, подготовить станок к обработке партии в т.ч. по точности, выставить нули детали, привязать инструмент и многое другое). Режущий инструмент изнашивается (надо или менять или использовать инструмент-дублер), станок требует регулярного обслуживания, а непредвиденные ситуации возникают регулярно. Оператор должен контролировать процесс обработки, измерять параметры итоговых деталей, своевременно заменять изношенный инструмент и\или вносить корректировки. Также важно следить за точностью самого оборудования и вовремя корректировать ее. Микропростои, незаметные на первый взгляд, за рабочую смену складываются в часы потерянного времени.
Итого: станок с ЧПУ не решит одним махом все проблемы производства и ему все равно требуется уделить время (иногда значительное) для бесперебойного выпуска деталей с высокой эффективностью и производительностью.
Миф 5. Точность прогнозирования времени обработки составляет 100%
К сожалению, не всегда можно ориентироваться на теоретически рассчитанное время обработки детали. Современные CAD/CAM системы позволяют рассчитывать циклы обработки (Т машинное) с высокой степенью детализации и точности. Можно отследить продолжительность каждой операции и предварительно спланировать загрузку оборудования. Однако реальное производство вносит свои коррективы, а иногда - значительные.
Зачастую невозможно точно предугадать момент выхода инструмента из строя, качество заготовки (или, даже самого режущего инструмента), внезапную поломку узлов станка или необходимость внепланового обслуживания оборудования.
Также примем в расчет - организационные простои из-за отсутствия материалов, задержек с доставкой оснастки или даже перебои с электропитанием (или воздуха). Все это влияет на штучное время (Т штучное) и фактическое время выполнения всего заказа.
Итого: точно и заранее вы не спрогнозируете время изготовления партии деталей. Потребуется играть с поправочными коэффициентами, которые будут получаться эмпирическим (опытным) путем.
Миф 6: G-код утратил актуальность и особо не нужен
Действительно, визуальное программирование и CAM-системы значительно упростили подготовку управляющих программ. Операторы могут создавать траектории обработки, задавая параметры в графическом интерфейсе без написания кода вручную. Однако, в основе любой программы лежит именно G- и M-код. Понимание базовых команд G-M кодов необходимо для тонкой настройки параметров, оптимизации траекторий инструмента, корректировки смещений и просто устранения ошибок.
Даже опытные программисты CAM извлекают пользу из знания структуры управляющих программ, поскольку это помогает быстрее диагностировать проблемы и повышать эффективность обработки.
Итого: G и M коды важно знать – они до си пор в основе каждой управляющей программы.
Миф 7: Безлюдное производство. Полностью автоматизированное производство со станками с ЧПУ, которые работают 24\7.
Может кто-то и слышал о таких производствах где-то за рубежом, однако в РФ их критически мало (я не видел, хотя лично проехал более 300 металлообрабатывающих производств) и они только на первый взгляд выглядят безлюдными.
Технологии автоматизации действительно позволили предприятиям многократно увеличить производительность. Роботизированные системы загрузки\разгрузки, манипуляторы и конвейеры со станком с ЧПУ в теории могут работать круглосуточно. Но даже самые совершенные автоматизированные комплексы требуют участия квалифицированного, а иногда – супер-квалифицированного персонала (как по настройке роботизированной системы, так и для поддержания ее в работоспособном состоянии).
Оборудование выходит из строя, программы требуют корректировки, а технологические процессы нуждаются в постоянной оптимизации для достижения минимального времени изготовления при неизменных затратах на расходники. Без команды опытных инженеров, операторов, технологов, наладчиков и программистов инвестиции в автоматизацию/роботизацию будут окупаться крайне долго (и иногда вообще могут не окупиться). Человеческий фактор остается критически важным элементом производственной цепочки. И так будет еще долгое время.
Итого: безлюдное производство – высший пилотаж металлообработчиков. Его не организовать без квалифицированных кадров и двигаться к этому надо постепенно.
Миф 8: Станки с ЧПУ недоступны для малого бизнеса
Рынок оборудования сейчас предлагает станки различных габаритов и ценовых категорий. Только вдумайтесь – сейчас только в России - более 750 компаний, которые занимаются продажей промышленных станков с ЧПУ! Конкуренция среди производителей и поставщиков привела к появлению очень доступных моделей, которые в том числе ориентированы на небольшие мастерские и стартапы (кстати, пишите мне, могу посоветовать!). Компактные станки могут размещаться в ограниченных пространствах (в т.ч. без специального фундамента), а модульная конфигурация позволяет подобрать оборудование под конкретный бюджет.
Производители предлагают базовые версии без дополнительных опций, что снижает начальную стоимость. Развивается рынок настольного оборудования для небольших офисов и образовательных учреждений. Финансовые инструменты, такие как лизинг и рассрочка, делают приобретение станков еще более доступным для малого и среднего бизнеса.
Итого: сейчас есть очень много предложений от китайских производителей и их поставщиков в России, которые точно подойдут для старта малого бизнеса (и сделают его экономически целесообразным). Более того, существует масса программ государственной поддержки, а также различные финансовые инструменты (например, лизинг в т.ч. льготный, рассрочки от поставщиков и т.д. – кстати, ранее подробно разбирали различные варианты по финансированию).
Миф 9. Программист станка с ЧПУ может не разбираться в механической обработке
Эффективное программирование станка с ЧПУ требует глубокого понимания производственных процессов. Многие успешные программисты начинали операторами станков, что дало им бесценный практический опыт. При создании управляющей программы необходимо учитывать способы крепления заготовки, характеристики материала, параметры режущего инструмента, оптимальные режимы резания и траектории обработки – все это крайне важно для получения эффективной управляющей программы.
Программы, созданные без учета реальных условий производства, часто прекрасно работают в симуляторе, но приводят к браку, а возможно даже к поломке оборудования при запуске на станке. Освоить программирование без опыта механической обработки возможно, но этот путь потребует значительно больше времени и усилий.
Итого: программист станка с ЧПУ должен иметь практический опыт работы на станке. В таком случае, управляющая программа будет эффективной, а наладка пройдет быстро и без корректировок.
Миф 10. Станок с ЧПУ справится с любой задачей
Демонстрационные ролики производителей впечатляют возможностями многоосевых обрабатывающих центров (токарно-фрезерных / фрезерно-токарных) с приличным набором опций. Современные станки с ЧПУ способны производить детали действительно высокой сложности.
Однако, даже самые продвинутые станки имеют технические ограничения. Это может быть и ограниченная рабочая зона, недостаточная мощность шпинделя, жесткость конструкции, характеристики обрабатываемого материала, геометрия детали (и наличие поднутрений \ сложных сплайн поверхностей и т.д.), доступность подхода инструмента к рабочим поверхностям.
Кстати, понимание возможностей станка - критически важно на этапе проектирования и конструирования изделий (чтобы можно было в итоге изготовить то, что запроектировали).
Итого: каждый конкретный станок с ЧПУ имеет ограничения, которые не позволяют ему обработать любую деталь. Как пример – один из лидирующих производителей станков с ЧПУ в мире имеет более 350 (!!!) моделей станков в своей производственной программе – это лишний раз доказывает, что каждый станок заточен под свою группу задач.
Миф 11. Китайские станки с ЧПУ всегда низкого качества и быстро ломаются.
Китайская станочная промышленность за последние годы совершила действительно качественный скачок. Крупные производители предлагают станки, оснащенные высококачественными комплектующими (в том числе из Японии и Германии) - высокоточными приводами, современными системами управления и использующие передовые технологии обработки. Многие модели соответствуют международным стандартам качества (получены соответствующие сертификаты) и способны выполнять сложные операции с довольно высокой точностью.
Однако рынок характеризуется большим разбросом по качеству среди производителей. Ключевое значение имеет выбор надежного поставщика с проверенной репутацией, наличие сертификатов и гарантийного обслуживания. Необходимо изучать отзывы, проверять качество компонентов и, по возможности, тестировать оборудование перед покупкой. При правильном подходе китайские станки становятся надежным инструментом производства с оптимальным соотношением цены и качества.
Также, по своему опыту скажу, что с 2022 года Китай – это поставщик номер 1 в Россию станков с ЧПУ. С этого времени поставлены и эксплуатируются десятки тысяч единиц станков с ЧПУ. Более того, китайские производители начали учитывать опыт эксплуатации производственных предприятий в России и вносить в конструкцию своих станков множественные изменения (/улучшения), которые были продиктованы как самими конечными пользователями станков, так и сервисными службами поставщиков (в связи с чем, темп развития значительно подрос).
Итого: сейчас уже вполне можно покупать китайские станки с ЧПУ, они далеко шагнули за последние годы, однако важно не забывать про своевременное техническое обслуживание таких станков, а также иметь надежную и быстро реагирующую сервисную службу поставщика.
Миф 12. Точность обработки после наладки будет всегда одинакова
Точность обработки зависит от множества факторов (не менее 20!) и не является постоянной величиной. На эту тему у меня уже очень много статей (основная ТУТ) они очень полезны для общего понимания точности обработки на металлообрабатывающем оборудовании.
Точность установки, материал заготовки, температура, режимы резания, износ оборудования - все это влияет на конечный результат (изготовленную в допуске деталь). Даже у станков одного класса точность будет варьироваться в зависимости от условий эксплуатации.
Современные станки обеспечивают точность позиционирования от 3 до 20 микрон (это только один из параметров который влияет на финальную точность изготовления детали) - в зависимости от класса оборудования. Температурные деформации, вибрации при обработке, люфты в направляющих и ШВП вносят дополнительные точностные погрешности.
Опциональное оснащение станка (типа пакеты повышенной точности, охлаждение направляющих / ШВП и т.д.), регулярная калибровка, компенсация температурных расширений и правильная настройка параметров электромеханики позволяют поддерживать требуемый уровень точности на производстве. Понимание этих факторов, влияющих на точность и работа с этими параметрами – позволяют добиваться стабильного качества продукции (в допуске) в течение длительного времени.
Итого: точность даже двух одинаковых станков, которые стоят рядом друг с другом может быть разная и зависит от множества факторов. Если работать с этими факторами, то можно добиться достойных точностных параметров.
Мифы буду продолжать публиковать, а также их развеивать. Приходите на мой Телеграм-канал. Там я публикации делаю более часто и коротко!
Ну а если вам нужна помощь в подборе оборудования (станков с ЧПУ) для вашего производства – пишите мне. Я предложу нужный вам станок и развею все мифы, которые с ним связаны!