
Аннотация
Литьё как фундаментальный процесс формообразования металлов широко применяется в производственной индустрии. Появление технологии 3D‑печати полых песчаных форм предлагает новый подход, позволяющий переосмыслить традиционные плотные песчаные формы и обеспечить большую гибкость в управлении качеством и совершенствовании литейных процессов. В настоящей работе исследованы механические характеристики 3D‑печатных песчаных форм со сложными полыми структурами, а также влияние податливости полых форм на отливки. Результаты показывают, что прочность при сжатии, остаточная высокотемпературная прочность при растяжении и прочность при изгибе зависят от типа полой структуры. Многослойные оболочки имеют более высокие значения перечисленных прочностей по сравнению с решётчатыми формами при близкой доле полости. По сравнению с плотными песчаными формами полые формы, несмотря на меньшую механическую прочность, демонстрируют лучшую податливость, что снижает остаточные напряжения и склонность к трещинам в отливках. Разрушение полых структур носит локальный характер, в отличие от сквозного растрескивания плотных форм. Испытания с двутавровой отливкой показывают, что полая структура способствует сохранению целостности формы в процессе литья. Многослойная оболочечная структура сочетает улучшенную податливость с относительно высоким уровнем прочности, снижает остаточные напряжения и предотвращает трещины как в отливках, так и в самой форме.
Ключевые слова: 3D‑печать; полая песчаная форма; литьё; механические свойства; многослойная оболочка.
1. Введение
Песчаное литьё — один из базовых методов обработки металлов, широко применяемый в аэрокосмической, авиационной, энергетической, автомобильной и общей машиностроительной отраслях. В настоящее время растёт спрос на высокотехнологичные отливки (монокристаллические лопатки, корпуса ракет и др.). Традиционные песчаные формы, как правило, имеют плотную массивную структуру, что влияет на протекание литейного процесса и затрудняет тонкое управление охлаждением. Технология 3D‑печати песчаных форм предоставляет более эффективный процесс получения сложных, высококачественных отливок.
Полая структура превосходит плотные формы благодаря гибкости проектирования, позволяя реализовать замкнутое управление охлаждением и улучшая характеристики отливок. Свойства песчаных форм и стержней существенно влияют на процесс и качество литья. Ранние исследования были сосредоточены на материалах и параметрах печати, при этом структура форм в основном проектировалась как плотная. Показано, что уменьшение толщины слоя, настройка скорости рекоутера, дозы связующего и отвердителя изменяют количество связующих мостиков, термодеградацию смолы и газопроницаемость, что влияет на прочность и дефекты отливок. В последние годы изучаются полые структуры (решётчатые и многослойные оболочки), которые снижают концентрации напряжений и передачу тепла к наружным слоям, повышая устойчивость форм к трещинообразованию.
2. Материалы и методы
2.1. Методика испытаний механических свойств
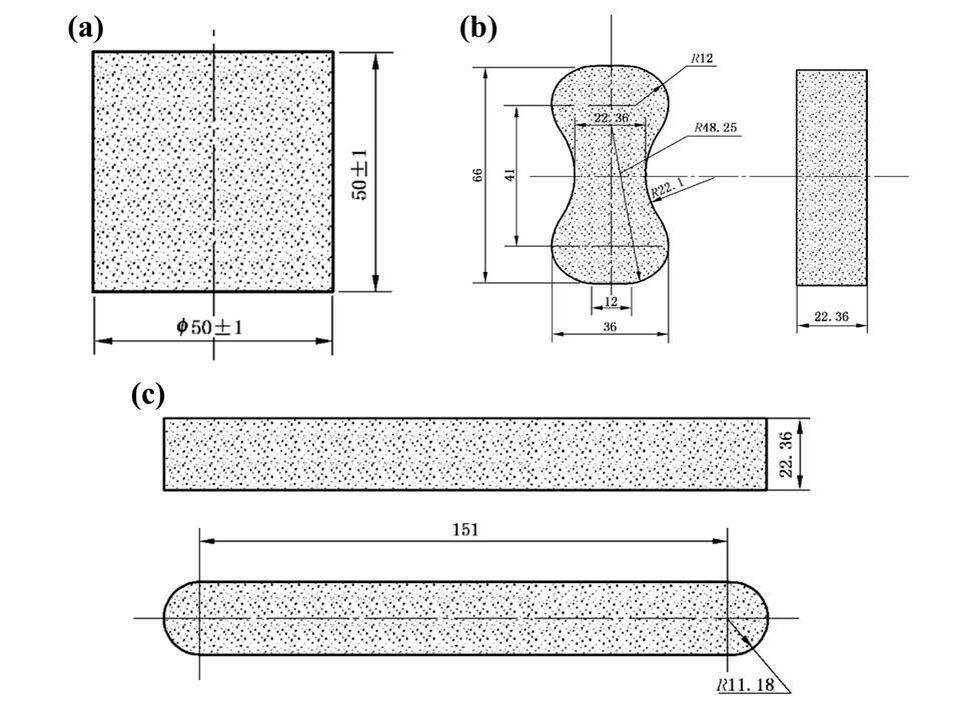
Прочность оценивали по испытаниям на сжатие, изгиб и остаточную высокотемпературную прочность при растяжении. Для сжатия использовали цилиндрические образцы; для изгиба — удлинённые призматические; для растяжения — образцы типа «собачья кость». Испытания проводили на универсальной испытательной машине MTS E45.105. В испытании остаточной ВТ‑прочности образцы нагревали до 373, 473, 573, 673 и 773 K со скоростью 3 K/с и выдержкой 600 с, затем охлаждали до комнатной температуры и испытывали на растяжение.
2.2. Проектирование полых образцов
Образцы проектировали в ПО FT‑Hollow. Конструкция включает наружную оболочку и внутреннюю опорную решётку. Для каждого типа испытаний подготовлено по пять серий. Образец № 1 — плотный (контроль). Образцы № 2–4 — решётчатые с шагом решётки c = 5 мм; толщина наружной оболочки t и сечение рёбер d различаются. Образец № 5 — многослойная оболочка с толщиной каждого слоя 3 мм; слои соединены решётчатой опорой. Из‑за ограниченной высоты для изгибных и растяжимых образцов число оболочек по вертикали: B5 и T5 — 2, для сжатия C5 — 3.
2.3. 3D‑печать образцов
Формы печатали на установке ExOne S‑Max. Использовали кварцевый песок (~99,4% SiO₂, 100–150 мкм, неправильной формы). Связующее — фурановая смола (1,6–1,8 % от массы песка); отвердитель — сульфокислотный (~0,2 %). Рыхлый песок внутри полых полостей не удаляли перед испытаниями. Морфология и гранулометрия показаны на рис. 5.
3. Результаты и обсуждение
3.1. Прочность при сжатии
Плотный образец C1 показал максимальную прочность при сжатии — 6,1 МПа. Полые образцы продемонстрировали снижение на 54–80 %. Связь между прочностью и долей полости нелинейна: C4 при наименьшей доле полости имеет не наибольшую прочность (2,6 МПа). Многослойный C5 при большей доле полости прочнее, чем решётчатый C3 при одинаковых t и d. Увеличение толщины наружной оболочки заметно повышает прочность; увеличение сечения рёбер решётки при фиксированной оболочке влияет слабее.
3.2. Прочность при изгибе
Плотный B1 имеет 3,4 МПа; снижение прочности у полых менее выражено, чем при сжатии. Минимум у B2 (2,0 МПа), максимум среди решётчатых — B3 (2,6 МПа).
Толщина наружной оболочки оказывает больший вклад, чем сечение внутренних рёбер. Многослойная оболочка (B5) повышает изгибную прочность при одинаковых t и d.
3.3. Остаточная высокотемпературная прочность при растяжении
При комнатной температуре: T1 — 1,95 МПа; полые T2–T5 — 0,79; 1,13; 1,12; 1,24 МПа (ниже на 36–59 %). После нагрева до 373 K снижение небольшое; при ≥473 K прочность падает из‑за термодеструкции фуранового связующего (начало разрыва цепей ≈453 K). Среди решётчатых T2–T4: чем больше доля полости, тем ниже прочность. Многослойный T5 при большей доле полости показывает более высокую прочность, чем T3.
3.4 Влияние податливости формы на отливки
При кристаллизации металл стремится к усадке; песчаная форма противодействует этому, а её тепловое расширение увеличивает сопротивление, вызывая концентрации напряжений. На практике податливость характеризуют прочностью при сжатии и изгибе: чем выше прочности, тем хуже податливость.
Полые формы, имея меньшие прочности, обладают лучшей податливостью и снижают остаточные напряжения, что уменьшает риск деформаций и трещин. В серии отливок‑двутавров без ограничений опоками плотная форма дала наибольшее трещинообразование, решётчатая — локальные трещины, многослойная — без явных трещин. После выбивки участки, прилегающие к металлу, осыпались из‑за выгорания связующего, в то время как внешние зоны формы сохранились.
4. Выводы
1) Многослойная оболочечная структура при близкой доле полости обеспечивает более высокие прочности (сжатие, изгиб, остаточная ВТ‑прочность при растяжении), чем решётчатая; относительное снижение прочности на единицу доли полости меньше. Улучшенная податливость снижает остаточные напряжения и предотвращает трещины.
2) Разрушение полых форм при сжатии локально‑поверхностное, у плотных — сквозное; в испытаниях «двутавра» трещины значительны у плотной формы, локальны у решётчатой и отсутствуют у многослойной.
3) Полые формы уменьшают остаточные напряжения в отливках.
4) У плотных образцов остаточная ВТ‑прочность при растяжении сильнее снижается с температурой; полые структуры замедляют теплоперенос и сохраняют прочность внешней оболочки.
5) Многослойные оболочечные формы обладают комплексными преимуществами и рекомендуются к применению в литейном производстве.