
Сжатый воздух – один из ключевых ресурсов современной промышленности. Он используется для работы пневмоинструментов, автоматических линий, систем управления и решения узкоспециализированных задач. При этом эффективность и надежность пневмосети напрямую зависят от качества воздуха, который в нее поступает извне. Загрязнения, влага и масло способны вывести из строя даже самое надежное оборудование, вызвать коррозию или просто снизить производительность.
Разберемся, какие нормативы установлены ГОСТом, как контролировать качество и какие методы фильтрации применяются на практике.
Основные нормативы: на что ориентироваться
В России требования к качеству сжатого воздуха регламентирует ГОСТ Р ИСО 8573-1-2016 – он полностью совпадает с международным стандартом ISO 8573-1.
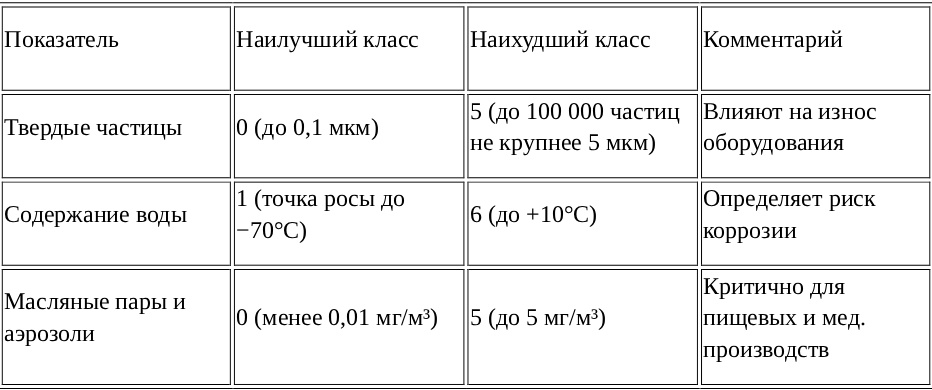
Документ устанавливает классы чистоты воздуха по трем ключевым параметрам:
- механические частицы,
- влага,
- масляные загрязнения (в том числе пары и аэрозоли).
Стандарт учитывает давление, температуру и условия эксплуатации, чтобы гарантировать требуемый уровень чистоты для конкретной задачи.
ГОСТ 17433-80: старый, но до сих пор применяемый
Этот документ был разработан еще в советский период и делит воздух на 14 классов чистоты по содержанию пыли, влаги и масла. Например, класс 3 требует, чтобы точка росы находилась минимум на 10°C ниже рабочей температуры.
Разница между ГОСТ 17433-80 и ISO 8573-1 – в детализации параметров. Старый стандарт проще, ISO же дает раздельную маркировку для каждого типа загрязнений, например: класс 3.4.2 = 3 по частицам, 4 по воде, 2 по маслу. Если оборудование выпускается на экспорт, всегда предпочтительнее придерживаться ISO 8573-1.
Какие загрязнения встречаются в пневмосети?
Даже если компрессор работает исправно, воздух на выходе редко бывает идеально чистым.
Типичные загрязнители:
- Твердые частицы – пыль, ржавчина, окалина, абразивы. Они забивают клапаны и форсунки, вызывают эрозию каналов.
- Вода в виде пара или конденсата. Приводит к коррозии, обмерзанию и сбоям автоматики.
- Масло – попадает из компрессора. Без фильтрации концентрация может превышать 10 мг/м³, ухудшая качество воздуха и эксплуатационные характеристики пневмооборудования.
Как контролировать качество сжатого воздуха?
Контроль проводится с помощью отбора проб и лабораторных анализов.
Основные методы:
- Оптические счетчики – для измерения количества твердых частиц.
- Гигрометры и датчики точки росы – для определения содержания влаги.
- Газовые хроматографы и спектрометры – для анализа содержания масла.
Оптимальная периодичность проверки – не реже одного раза в квартал, особенно если предприятие работает в несколько смен.
Этапы контроля качества
- Подготовка проб – очистка линий, калибровка приборов.
- Измерение твердых частиц – подсчет фракций размером 0,01 – 5 мкм.
- Анализ влажности – определение ТРД психрометром или сенсором.
- Определение масляных фракций – анализ остаточного содержания паров и аэрозолей.
- Сравнение с нормами – итоговая оценка по таблице классов и корректировка системы подготовки сжатого воздуха.
Такая регулярная проверка помогает снизить износ пневмомагистралей и оптимизировать затраты на обслуживание оборудования.
Как поддерживать стабильное качество воздуха?
Чтобы воздух в пневмосети всегда соответствовал требованиям ГОСТ, важно не только контролировать, но и правильно организовать систему подготовки.
Рекомендации:
- Подбирайте класс чистоты в зависимости от назначения:
- 3.4.3 – достаточно для стандартных пневмоинструментов и производственных линий;
- 1.1.0 – обязательно для пищевых, фармацевтических и электронных производств.
- Меняйте фильтры каждые 1000 – 2000 часов работы.
- Используйте осушители:
- Рефрижераторные (точка росы до +3°C) – для общепромышленных задач;
- Адсорбционные (до –70 °C) – для особо чистых производств.
- Устанавливайте сепараторы и ресиверы – они удаляют конденсат и выравнивают подачу сжатого воздуха.
- Применяйте многоступенчатую фильтрацию. Каскад фильтров (грубая, основная, тонкая, сверхтонкая) удаляет пыль, влагу и запахи. Уровень очистки может достигать 0,01 мкм по пыли и 0,001 мг/м³ по маслу.
Современные технологии контроля
Современные компрессорные станции оснащаются датчиками загрязнений и влажности, которые в режиме реального времени передают данные в системы SCADA. Это позволяет мгновенно реагировать на превышение нормативов и исключать риск аварий. Кроме того, стоит проводить ежегодный аудит качества воздуха и фиксировать результаты в журнале контроля.
Совет эксперта ГК «Волгаремсервис»:
«Для большинства производственных предприятий оптимальным является класс 3.4.3 по ISO 8573-1 – это разумный баланс между качеством воздуха и затратами на его подготовку. Для предприятий с высокими требованиями к чистоте воздуха (электроника, фармацевтика, пищевая отрасль) параметры нужно рассчитывать индивидуально».
Выводы
Соблюдение требований ГОСТ к качеству сжатого воздуха – это не пустая формальность, а основа стабильной и безопасной работы оборудования. Регулярный контроль и правильная воздухоподготовка помогают:
- продлить срок службы компрессоров и пневмолиний;
- снизить энергопотребление;
- минимизировать риск простоев и аварий.
Если вы хотите привести свою пневмосеть в полное соответствие нормативам, специалисты ГК «Волгаремсервис» проведут аудит и помогут подобрать оптимальную схему очистки воздуха под специфику вашего производства.
Источник: https://www.pnevmo-sklad.ru/