⚙️Шнек экструдера: Секреты эффективной работы и частые ошибки!
Поговорим о том, как конструкция шнека влияет на производительность и качество продукции, и на что стоит обратить особое внимание.
Что улучшает производительность, а что вредит?
Большинство одношнековых экструдеров имеют однозаходную конструкцию. Но для улучшения процесса плавления часто используют более продвинутые решения.
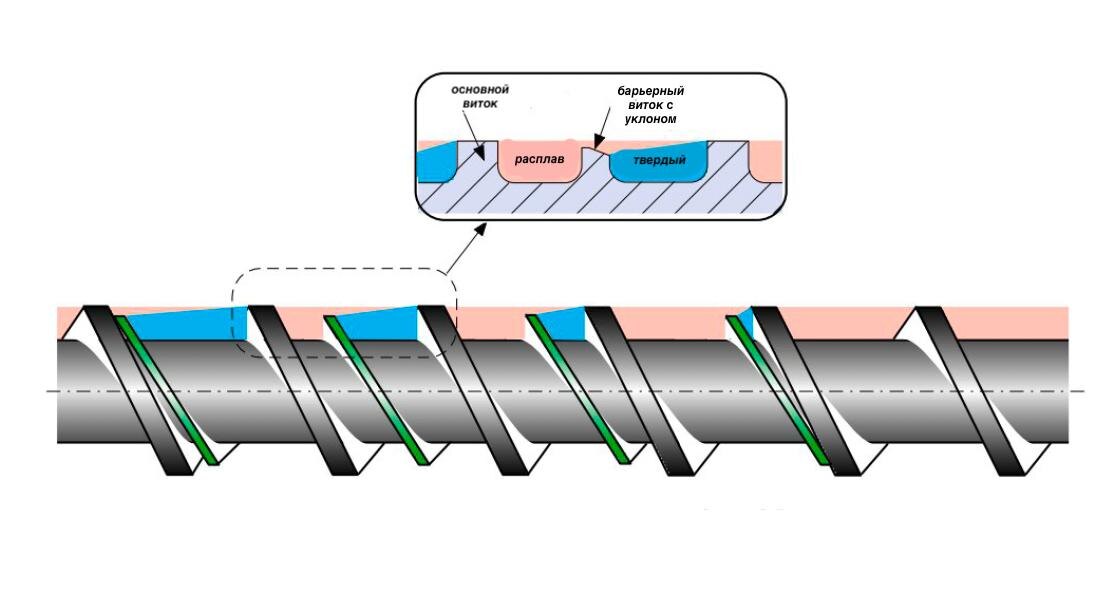
Барьерные шнеки – настоящий прорыв!
В зоне плавления может быть барьерная секция. Барьерный шнек имеет дополнительную перегородку (барьерный заход), которая эффективно отделяет ещё нерасплавленный пластик (твёрдый слой) от уже расплавленного (ванны расплава). Это обеспечивает более равномерное и полное плавление.
💡Интересный факт: Существуют запатентованные конструкции (например, от Rauwendaal Extrusion Engineering), где коническая секция на барьерном заходе создает продольный поток, что ещё больше улучшает процесс плавления и смешивания.
Ключевые параметры зон шнека:
Зона подачи:
• Обычно имеет длину 5-10 диаметров шнека (5D-10D).
• Глубина канала: 0.15D-0.20D для экструдеров с гладким цилиндром и менее 0.10D для экструдеров с рифленым цилиндром (с канавками).
• Очень распространён "квадратный шаг" витка – 1.0D (т.е. шаг равен диаметру шнека), что соответствует углу наклона винтовой линии ~17.67 градуса.
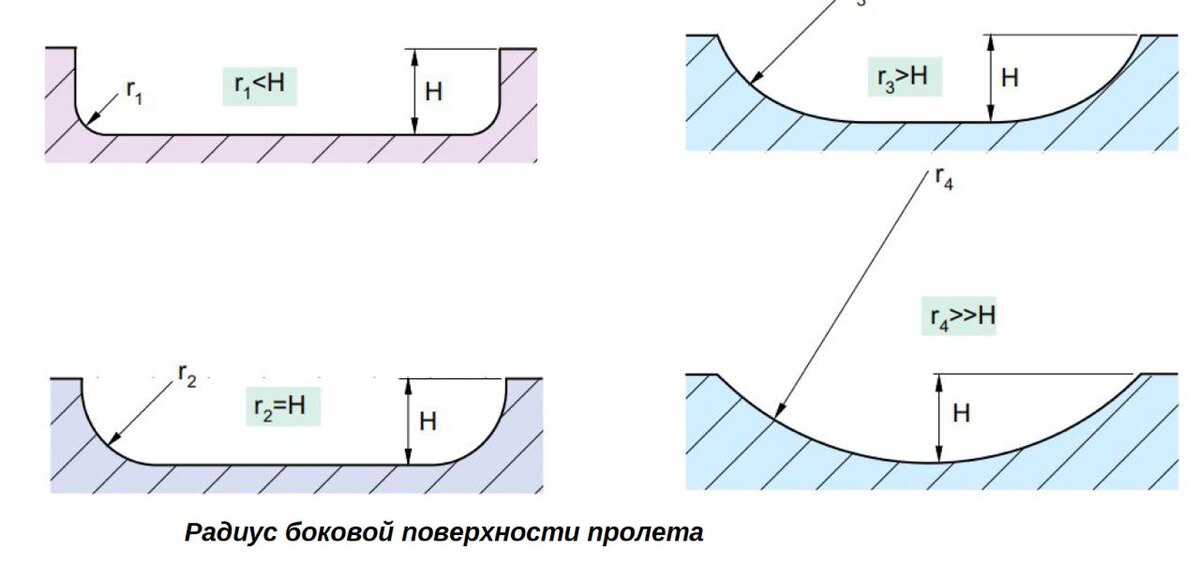
Радиус боковой поверхности витка!
Это критически важный, но часто упускаемый из виду параметр. Радиус боковой поверхности витка должен быть равен или больше высоты витка.
Ошибка:
Шнеки с малым радиусом (меньше высоты витка) могут вызывать серьёзные проблемы: плохое транспортирование твёрдых частиц, "зависание" расплава и даже деградацию полимера, особенно термочувствительного. Таких конструкций следует избегать!
Зона сжатия:
• Оптимальная длина часто составляет около 10D.
• Чего избегать:
* Слишком короткие секции сжатия: Могут вызывать пульсации и нестабильность процесса.
* Слишком длинные секции сжатия (>15D): Также приводят к нестабильным условиям.
• Важно: Некоторые производители полимеров рекомендуют шнеки быстрого сжатия (например, для фторполимеров), но на практике переработчики часто не достигают с ними хороших результатов.
Зона дозирования:
• Длина этой секции также часто составляет около 10D.
Улучшаем однородность: Секции смешивания!
Чтобы расплав был максимально однородным, используют специальные элементы:
• Распределительное смешивание: Полезно включать в последние 2D-3D зоны дозирования. Это улучшает равномерность температуры и состава расплава перед выходом в фильеру. Например, многозаходные секции с коническими щелями создают удлиненный поток, что очень эффективно.
• Дисперсионное смешивание: Часто располагается в начальной части зоны дозирования. Его главная задача – не пропустить нерасплавленные гранулы и обеспечить идеальную гомогенизацию. Например, рифленые смесители, такие как CRD-Z, отлично справляются с этим, создавая высокообтекаемую геометрию и продольный поток.
Общие правила для смесительных элементов:
✅ Прямое смешивание: Снижает падение давления.
✅ Полная очистка цилиндра: Смеситель должен полностью очищать внутреннюю поверхность цилиндра. Иначе образуется застойный слой, который ухудшает теплопередачу и может привести к деградации полимера.
✅ Обтекаемая геометрия: Минимизирует "зависание" материала.
✅ Продольное смешивание: Часто предпочтительнее сдвигового смешивания для многих задач.
Правильно спроектированный шнек – залог успеха в экструзии! Это не просто "железка", а высокотехнологичный инструмент, от которого зависит качество вашей продукции.
#Экструзия #Шнек #Полимеры #Производство #Технологии #Оборудование #Пластик #Инженерия #Оптимизация