Цикл G76 — это многопроходный цикл для нарезания резьбы, который является стандартом для большинства современных токарных систем с ЧПУ (например, Fanuc, Haas).
Цель G76: Производить нарезание резьбы за несколько проходов, при этом с каждым проходом глубина резания уменьшается, что позволяет:
Защитить резец от перегрузки на первом проходе.
Обеспечить качественное стружкообразование.
Получить высокое качество поверхности резьбы.
Увеличить стойкость резца.
Цикл G76 имеет двухстрочный синтаксис.
G76 P(m) Q(Δdmin) R(d);
G76 X(U) Z(W) P(k) Q(Δd) F(L);
Описание цикла - первая строка
G76 P(m) Q(Δdmin) R(d);
P(m)(r)(a) – Комбинированный параметр из трех двузначных чисел.
m (01-99): Количество выводов (завершающих проходов). Обычно 01 или 02. Это чистовые проходы для калибровки резьбы без снятия припуска или с минимальным припуском.
r (00-99): Длина выхода (забега). Указывается в десятых долях шага. Например, 10 означает отвод на расстояние, равное 1.0 шага резьбы.
a (00-99, но обычно 00, 55, 60, 80): Угол при вершине резца в градусах. Стандартные значения: 60 (метрическая резьба), 55 (трубная дюймовая).
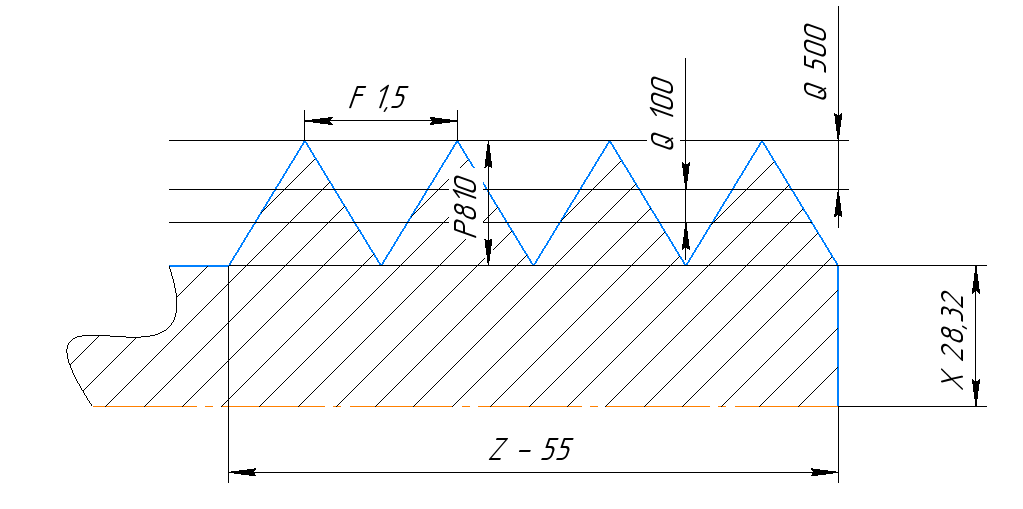
Q(Δdmin) – Минимальная глубина резания (в микрометрах, мкм). Система автоматически рассчитывает глубину каждого прохода. Если рассчитанная глубина станет меньше этого значения, все последующие проходы будут выполняться с глубиной Δdmin. Защита от слишком тонкой стружки. Пример: Q100 (мин. глубина 0.1 мм).
R(d) – Величина съема на чистовых проходах (в миллиметрах). Припуск, который оставляется для проходов, указанных в параметре m. Пример: R0.05.
Описание цикла - Вторая строка
G76 X(U) Z(W) P(k) Q(Δd) F(L);
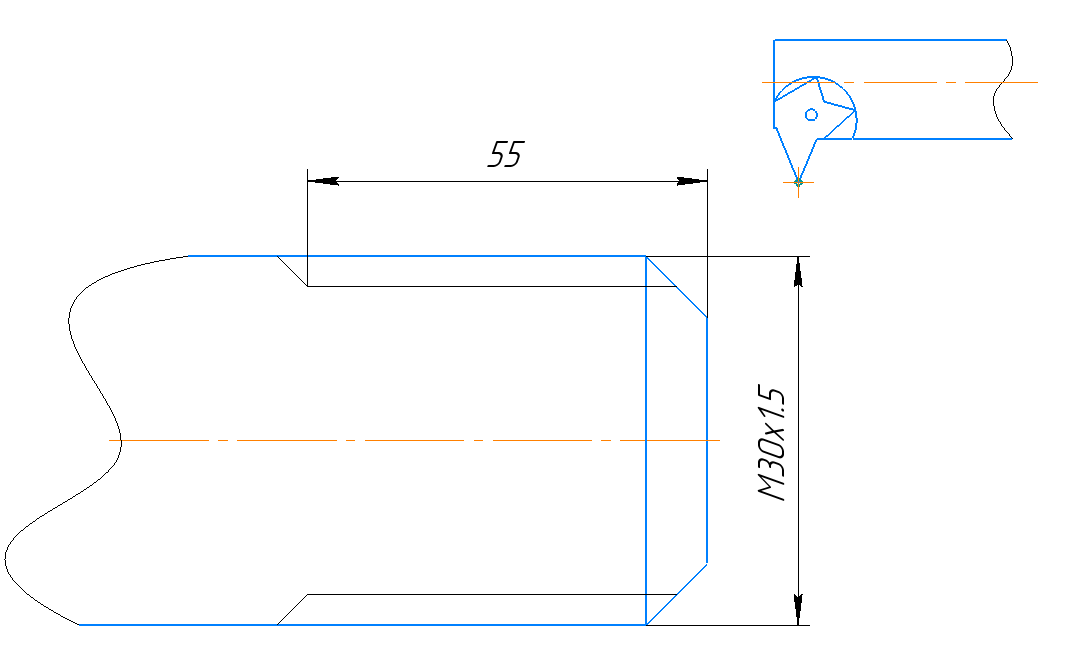
X(U) Z(W) – Координаты конечной точки резьбы. Его можно рассчитать по формуле: X = D – 2P (Высота профиля резьбы) = 30 – 2 * 0.810 = 28.32.
P(k) – Высота профиля резьбы (в микрометрах, мкм). Радиальная величина от вершины до впадины. Для метрической резьбы: P = (0.54 * Шаг). Пример: для резьбы M30x1.5: P = 0.54 * 1.5 = 0.81 мм -> в программе P810. (Умножаем на 1000).
Q(Δd) – Глубина первого прохода (в микрометрах, мкм). Радиальная величина. Пример: Q500 (первый проход снимет 0.5 мм по радиусу, т.е. 1 мм по диаметру).
F(L) – Шаг резьбы (в миллиметрах на оборот). Для дюймовых резьб — число витков на дюйм, но записывается так же, как и шаг. Пример: для резьбы с шагом 1.5 мм: F1.5.