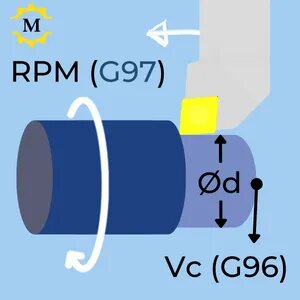
Представьте, что вы точите цилиндрическую деталь. Когда резец подходит к большому диаметру (например, 100 мм), точка контакта резца с заготовкой движется с одной скоростью. Но по мере того, как резец перемещается к меньшему диаметру (например, к 20 мм), чтобы проточить конус или просто уменьшить размер, эта точка контакта должна пробегать меньшее расстояние за один оборот.
Что будет, если мы зададим постоянную частоту вращения шпинделя (об/мин)?
· На большом диаметре: Скорость резания (V) будет правильной.
· На малом диаметре: Скорость резания (V) упадет.
Почему это плохо?
· Низкая скорость резания на малых диаметрах приводит к:
o Ухудшению качества поверхности (появляются рваные следы, низкий класс шероховатости).
o Образованию нароста на режущей кромке.
o Снижению стойкости инструмента (он быстрее изнашивается).
o Вибрациям.
· Высокая скорость резания (если мы настроим обороты под малый диаметр) на больших диаметрах приведет к:
o Перегреву инструмента.
o Выкрашиванию режущей кромки.
o Небезопасной работе.
Вывод: Нам нужен способ поддерживать идеальную, постоянную скорость резания на всей обрабатываемой поверхности, независимо от диаметра.
Именно это и делает функция G96.
G96 — это команда, которая переводит станок в режим Постоянной Скорости
Скорость резания (V) — это линейная скорость движения режущей кромки резца относительно обрабатываемой поверхности. Измеряется в метрах в минуту (м/мин) или футах в минуту (ft/min).
Формула, связывающая скорость резания (V) и частоту вращения шпинделя (S):
S = (1000 * V) / (π * D)
где:
· S - частота вращения шпинделя, об/мин
· V - скорость резания, м/мин
· D - текущий диаметр обрабатываемой заготовки, мм
· π - число Пи (~3.1416)
· 1000 - коэффициент для перевода метров в миллиметры
Как это работает?
Система ЧПУ постоянно отслеживает текущую координату резца по оси X (то есть текущий диаметр обработки). Используя формулу выше, она в реальном времени автоматически пересчитывает и меняет обороты шпинделя (S), чтобы сохранить заданную вами скорость резания (V) постоянной.
Пример:
Мы задали G96 S200 M03 (постоянная скорость резания 200 м/мин, шпиндель вращается по часовой стрелке).
· Резец в позиции D = 100 мм: S = (1000 * 200) / (3.14 * 100) ≈ 637 об/мин
· Резец переместился к D = 50 мм: S = (1000 * 200) / (3.14 * 50) ≈ 1274 об/мин
· Резец подошел к D = 10 мм: S = (1000 * 200) / (3.14 * 10) ≈ 6370 об/мин
Как видите, обороты выросли в 10 раз, чтобы на маленьком диаметре сохранить те же 200 м/мин.
Синтаксис команды и ограничение скорости (G50)
Программный блок с G96 обычно выглядит так:
N10 G50 S2500 ; ❶ ОГРАНИЧЕНИЕ максимальных оборотов шпинделя
N20 G96 S200 M03 ; ❷ ВКЛЮЧЕНИЕ постоянной скорости резания 200 м/мин
Почему нужен G50?
В нашем примере при диаметре 10 мм станок попытался выдать 6370 об/мин. А если у вашего станка максимальные обороты 4000? А если обрабатываемый диаметр приблизится к нулю (например, при подрезке торца до центра)? Обороты стремятся к бесконечности, что физически невозможно и опасно.
Команда G50 S_____ устанавливает предел максимальных оборотов шпинделя, который станок не сможет превысить, даже если этого требует расчет по G96.
В нашем примере G50 S2500 означает: "работай в режиме G96, но крутись не быстрее 2500 об/мин". Когда резец дойдет до диаметра ~25 мм, он достигнет этого лимита и дальше будет работать на постоянных 2500 об/мин.
Команда G96 S...
· G96 - включение режима.
· S... - задание требуемой скорости резания в м/мин.
· M03 - вращение шпинделя по часовой стрелке (обычно сопровождает G96).
Отмена G96 и возврат к постоянным оборотам (G97)
Режим постоянной скорости резания не всегда нужен. Например, при сверлении, нарезании резьбы или при обработке пазов, когда диаметр не меняется, удобнее работать на постоянных оборотах.
Чтобы отменить G96, используется команда:
G97 S1000 M03 ; Отмена G96, включение постоянных оборотов 1000 об/мин
G97 — это режим постоянной частоты вращения шпинделя (об/мин). Это режим по умолчанию для фрезерных станков и часто используется в токарной обработке для конкретных операций.
Когда переключаться на G97?
· Сверление, зенкерование.
· Нарезание резьбы (плашкой, резцом).
· Отвод резца, чтобы он не "взлетал" на высоких оборотах на малых диаметрах.
· Обработка деталей, не имеющих вращения (не для токарных станков).
Практические примеры в программе
Рассмотрим фрагмент программы для точения вала.
(Начало программы, установка инструмента, подачи и т.д.)
G50 S2500; (Максимальные обороты не более 2500)
G00 X102 Z2; (Быстрое перемещение в точку начала цикла)
G96 S180 M03; (ВКЛ. режим постоянной скорости резания = 180 м/мин)
G01 Z-50 F0.2; (Точение наружного диаметра 100мм. Обороты ~573 об/мин)
X90; (Подход к диаметру 90мм. Обороты начинают расти)
Z-100; (Точение диаметра 90мм. Обороты ~637 об/мин)
...
(Подрезка торца до центра)
G00 X0 Z1; (Быстрое перемещение к центру. Обороты растут!)
G01 Z0 F0.15; (Подрезка. На диаметре 1мм обороты были бы ~57300, но G50 ограничивает их 2500 об/мин)
...
G97 S1200 M03; (ОТМЕНА G96. Включаем постоянные 1200 об/мин для сверления)
G00 X0 Z2;
... (Сверление)
G96 S200 M03; (Снова возвращаемся в режим G96 для чистового точения)
Заключение
G96 - это "интеллектуальный" режим для токарной обработки, который автоматически регулирует обороты шпинделя для поддержания постоянной скорости резания.
Основная цель G96 — обеспечить стабильное качество поверхности и продлить стойкость инструмента на всех обрабатываемых диаметрах.
Всегда используйте G50 S____ вместе с G96, чтобы ограничить максимальные обороты и обезопасить станок, инструмент и заготовку.
Для операций без изменения диаметра (сверление, резьба) используйте G97 (режим постоянных оборотов).
Правильный подбор скорости резания (S в G96) зависит от материала заготовки, материала инструмента и типа обработки (черновая, чистовая).