Что такое система координат в ЧПУ?
Любая программа для станка с ЧПУ — это, по сути, последовательность команд, которые говорят инструменту, куда перемещаться. Чтобы указать точку перемещения, мы используем систему координат.
Представьте себе лист бумаги в клетку. Чтобы найти конкретную клетку, вы можете вести отсчет:
От начальной точки (угла листа) – это абсолютная система.
От той клетки, где вы находитесь сейчас – это относительная система.
В ЧПУ используются обе эти системы, и правильное их понимание — ключ к написанию надежных программ.
Абсолютные координаты (G90)
Определение: В абсолютной системе координат все значения позиций (X, Y, Z) отсчитываются от единой, фиксированной точки начала координат, которая называется нулем программы или рабочей нулевой точкой.
Код G-кодом: Для включения абсолютного режима используется команда G90.
Нуль программы: Эта точка задается программистом или оператором в начале настройки станка. Она обычно совпадает с каким-либо технологическим базом детали (например, углом заготовки).
Как это работает:
Каждой точке в пространстве станка присваиваются свои уникальные "адреса" (координаты) относительно нуля программы.
Команда X50 Y30 всегда будет означать: "Переместись в точку с координатами X=50 и Y=30, отсчитанными от нуля программы".
Куда бы вы ни переместились до этого, следующая команда X50 Y30 приведет инструмент в одну и ту же точку.
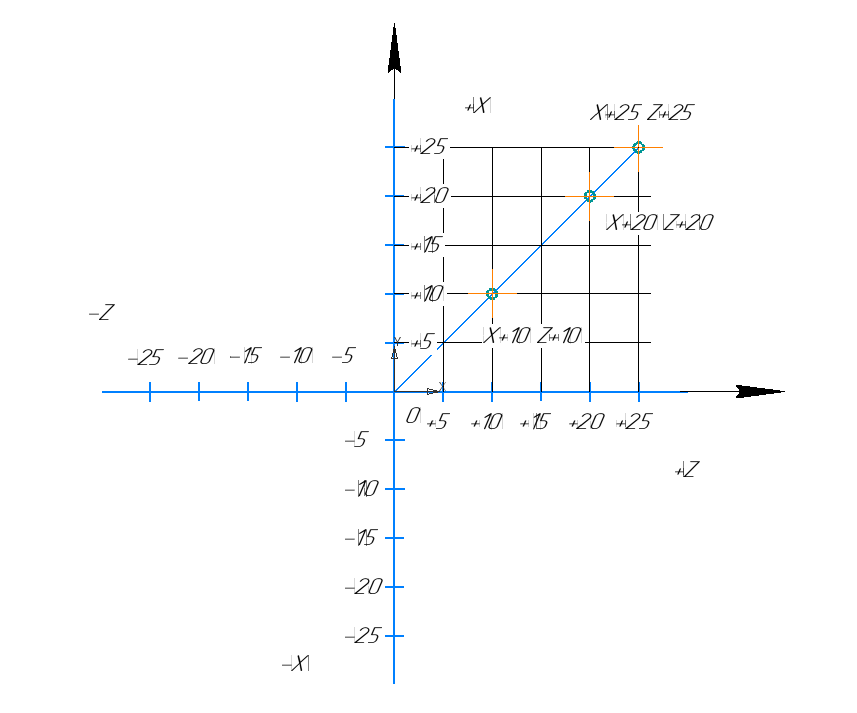
Пример программы в абсолютных координатах (G90):
N10 G90 G54 ; (Включить абсолютный режим, выбрать рабочую систему координат)
N20 G00 X0 Y0 ; (Быстрое перемещение в нуль программы (0,0))
N30 G01 X10 Z10 F200 ; (Линейное перемещение в точку (10,10))
N40 X20 Z20 ; (Перемещение в точку 20,20))
N50 X25 Z25 ; (Возврат в точку (25,25))
N60 M30 ; Конец программы
Определение: В относительной системе координат все значения позиций отсчитываются от текущего положения инструмента, а не от нуля программы.
Код G-кодом: Для включения относительного режима используется команда G91.
Текущее положение: Каждое перемещение рассматривается как "шаг" от той точки, где инструмент находится сейчас.
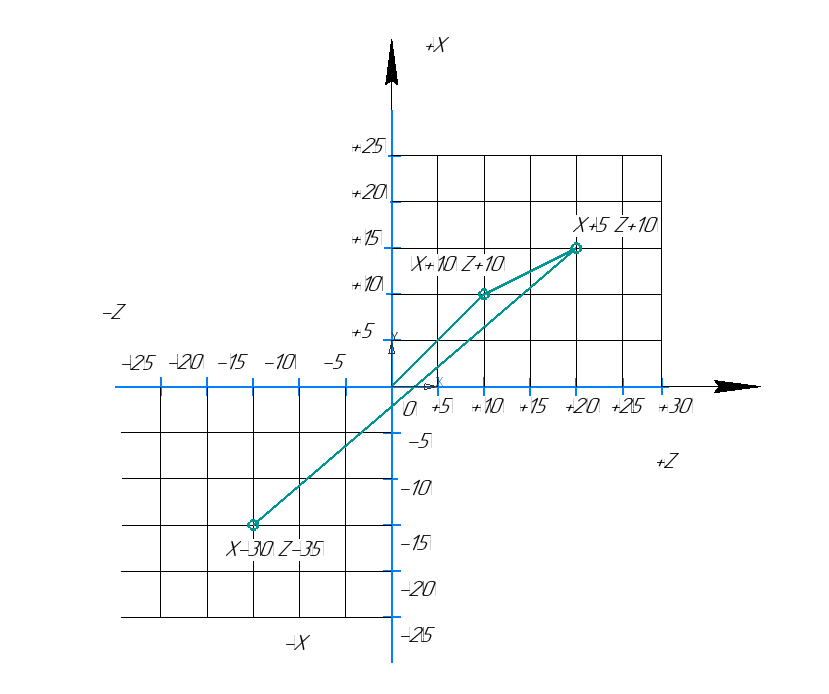
Пример программы в относительных координатах (G91):
N10 G91; Включить относительный режим
N20 G00 X10 Z10; Быстрое перемещение на 10 мм по X и на 10 мм по Z от начальной точки.
N30 G01 X5 Z10 F200; Линейное перемещение: еще +5 по X и 10 по Z от текущей позиции.
N40 X-30 Z-35 ; Перемещение: -30 по X и +35 по Z от текущей позиции.
N50 M30 ; Конец программы
· Здесь блок N40 не вернет инструмент в точку из блока N20, а сместит его на указанные значения.
Сравнительная таблица: G90 vs G91
Смешение режимов:
В одной программе можно и нужно переключаться между G90 и G91 для удобства.
Пример: Вы фрезеруете контур детали в G90, а затем вам нужно просверлить 10 одинаковых отверстий по кругу. Удобно перейти в G91, задать цикл с относительными смещениями, а затем вернуться в G90.
Начало программы:
Всегда явно указывайте G90 в начале программы! Это хороший тон и защита от ошибок, так как предыдущая программа могла завершиться в режиме G91.
Безопасность:
При отладке программы вручную (пошаговом выполнении) абсолютная система гораздо безопаснее. Вы всегда видите, в какую точку в абсолютных значениях должна быть следующая команда, и можете визуально оценить, не приведет ли она к столкновению.
Рабочие системы координат (G54-G59):
Абсолютные координаты почти всегда работают в связке с рабочими смещениями (G54, G55 и т.д.). Вы устанавливаете ноль программы (например, в G54) на вашу заготовку. Команда G90 G54 X0 Y0 всегда приведет инструмент к нулю именно этой заготовки, даже если в станке физически установлено несколько деталей.