Магия Соэкструзии: Создаем Барьерные Выдувные Пленки
Рассмотрим одну из самых востребованных технологий их производства: соэкструзию выдувных барьерных пленок.
Это сложный, но невероятно эффективный процесс, который обеспечивает длительный срок хранения и защиту ваших любимых продуктов.
Мы уже немного касались темы барьерных пленок в целом, но сегодня сосредоточимся на конкретном способе их изготовления – выдувной соэкструзии.
Что такое выдувная соэкструзия и почему это круто?
Выдувная соэкструзия – это процесс, при котором одновременно выдавливаются (экструдируются) несколько расплавленных полимеров через одну фильеру (кольцевую головку) и затем раздуваются воздухом, образуя рукав (трубу) пленки.
Ключевое слово тут "соэкструзия". Это значит, что мы не просто смешиваем разные полимеры, а создаем многослойную структуру, где каждый слой выполняет свою функцию. Это похоже на создание слоеного пирога, где каждый ингредиент привносит свой уникальный вкус и текстуру.
Почему выдувная соэкструзия так популярна для барьерных пленок?
• Универсальность: Позволяет комбинировать различные полимеры с разными свойствами (например, барьер к кислороду, влаге, ультрафиолету, прочность на разрыв и т.д.) в одной пленке.
• Экономичность: Оптимизирует использование дорогих барьерных материалов, размещая их только там, где они действительно необходимы (тонкий слой EVOH, например).
• Прочность и гибкость: Произведенные пленки обладают хорошей прочностью на разрыв и прокол, а также гибкостью, что важно для упаковки.
• Высокая производительность: Процесс достаточно быстрый и эффективный, что позволяет производить большие объемы пленок.
• Свариваемость: Возможность включения слоев, обеспечивающих хорошую свариваемость, что критично для формирования упаковки.
Как работает процесс выдувной соэкструзии? ⚙️
1. Подготовка полимеров: Разные полимеры (например, PE, PP, PA, EVOH) загружаются в отдельные экструдеры.
2. Плавление и гомогенизация: В экструдерах полимеры плавятся и перемешиваются до однородной массы.
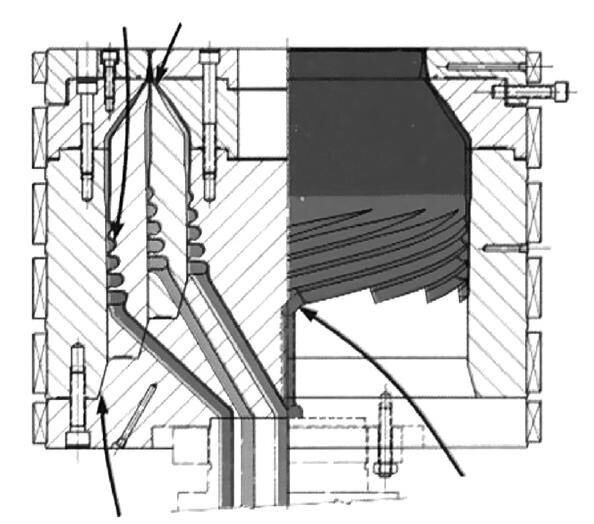
3. Соэкструзия: Расплавленные полимеры подаются в многоканальную фильеру (кольцевую головку), где они формируют многослойную структуру. Каждый канал фильеры соответствует определенному слою пленки.
4. Выдув: Сформированный рукав пленки выдувается воздухом, увеличиваясь в диаметре и уменьшаясь в толщине. Степень раздува влияет на ориентацию молекул полимера и, следовательно, на механические свойства пленки.
5. Охлаждение: Рукав пленки охлаждается воздухом или водой, что фиксирует структуру пленки.
6. Сплющивание и намотка: Охлажденный рукав пленки сплющивается и наматывается на рулон.
Ключевые компоненты оборудования для выдувной соэкструзии:
• Экструдеры: Отвечают за плавление и подачу полимеров. Количество экструдеров соответствует количеству слоев в пленке.
• Фильера (головка): Формирует многослойную структуру пленки.
• Система обдува: Контролирует диаметр и толщину пленки.
• Система охлаждения: Фиксирует структуру пленки.
• Система намотки: Наматывает готовую пленку на рулоны.
Какие полимеры используются в выдувных соэкструзионных барьерных пленках?
Вот некоторые из наиболее распространенных материалов и их функции:
• Полиэтилен (PE): Основной слой, обеспечивает прочность, гибкость и свариваемость.
• Полипропилен (PP): Повышает термостойкость и жесткость.
• Полиамид (PA): Отличный барьер к ароматам и жирам.
• Этиленвиниловый спирт (EVOH): Лучший барьер к кислороду, но чувствителен к влаге (поэтому его обычно "защищают" слоями PE или PP).
• Полиэтилентерефталат (PET): Обеспечивает высокую прочность и термостойкость, хорошую печать.
• Специальные адгезивы: Используются для улучшения адгезии (прилипания) между слоями разных полимеров.
#упаковка #выдувнаясоэкструзия #барьерныепленки #технологии #производство #пищеваяпромышленность #полимеры #пленки #экструзия