Техническое описание станка CTX 310 ECO
Станина станка имеет угол наклона 45° и представляет из себя единую компактную и имеющую высокий коэффициент сопротивления «скручиванию» деталь. Все направляющие являются направляющими качения. Наличие 4-х направляющих обеспечивает возможность независимого перемещения задней бабки. Направляющие оси Z закрыты защитными кожухами, что повышает безопасность и увеличивает срок службы станка.
Шпиндельная бабка Шпиндель установлен в радиально-упорных подшипниках со смазкой, рассчитанной на весь срок эксплуатации станка. Бесщеточный асинхронный двигатель с ременным приводом и прямой измерительной системой высокого разрешения.
Крестовый суппорт Все направляющие являются направляющими качения с предварительным натягом.
Приводы подач Привода перемещений в продольном (ось Z) и поперечном (ось X) направлениях являются высокодинамичными приводами переменного тока. Движение передается при помощи ШВП с предварительным натягом и двумя подшипниковыми опорами.
Измерительная система Оси X и Z оснащены вращающимися абсолютными угловыми измерительными системами (энкодеры).
Инструментальный револьвер без приводного инструмента Револьверная головка с 12 инструментальными позициями. Выбор позиции осуществляется по кратчайшему углу поворота. Инструментодержатели по DIN 69880 (VDI 3425) с цилиндрическим хвостовиком ø 30 мм. 11 заглушек для гнезд VDI.
Инструментальный револьвер с приводным инструментом Револьверная головка с 12 инструментальными позициями. Выбор позиции осуществляется по кратчайшему углу поворота. Инструментодержатели по DIN 69880 (VDI 3425) с цилиндрическим хвостовиком ø 30 мм. Привод для 12 позиций, хвостовик приводных станций по DIN 5480 W16x0,8x30x18). 11 пластиковых заглушек для гнезд VDI.
Ось C предназначена для позиционирования и непрерывного управления поворотом главного шпинделя, включая гидравлический тормоз. Включая М-функцию. * только для станков с осью C
Задняя бабка с вращающимся центром установлена на отдельных направляющих качения. Задняя бабка перемещается автоматически при помощи гидравлики, с увеличенной скоростью.
Шарнирный транспортер стружки с баком для СОЖ, емкость 200 л, высота подъема 1200мм.
Электропитание Рабочее напряжение: 400 В, +/-10%, 50Гц +/- 1% Напряжение сети управления: 24 В, постоянный ток Освещение: 24 В, постоянный ток, защита по IP 67 Электроприборы: DIN EN 60204 T1, защита шкафа управления по IP 54
Основные технические характеристики токарного станка CTX 310 ecoline
Наибольший диаметр заготовки, устанавливаемой над станиной - Ø 330 мм
· Наибольший диаметр обрабатываемой над станиной - Ø 200 мм
· Продольный ход револьверной головки (ось Z) - 455 мм
· Диаметр сквозного отверстия в шпинделе - Ø 51 (65 опция) мм
· Диаметр зажимного патрона - Ø 210 мм
· Система крепления инструмента - VDI 3·0
· Мощность электродвигателя (40/100% ED) - 16,5/11 кВт
· Крутящий момент (40/100% ED) - 166,5/112 Нм
· Вес станка полный - 3,8 т

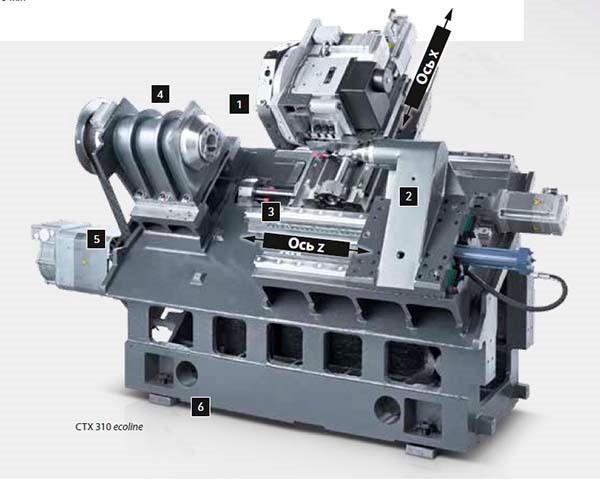
1. Револьвер с сервоприводом VDI 30- / 40 имеет 12 приводных позиций для инструмента VDI;
2. Перемещаемая задняя бабка для обработки валов;
3. Линейные направляющие По осям X и Z с автоматической централизованной смазкой;
4. Шпиндель - наибольший диаметр обрабатываемого прутка CTX 310 ecoline: Ø 51 мм;
5. Высокодинамичный привод шпинделя CTX 310 ecoline: ускорение 0 – 5 000 об/мин за 5,8 с;
6. Высококачественная наклонная литая станина с 4 направляющими (под углом 45°):
Револьвер с сервоприводом
Револьверные головки VDI (Verein Deutscher Ingenieure) имеют на торце специальные отверстия для установки соответствующих инструментальных блоков. Основные типоразмеры: VDI16, VDI20, VDI30, VDI40, VDI50, VDI60. Чем крупнее станок, тем более крупный типоразмер устанавливается. Самые популярные способы закрепления VDI30 (Haas SL-10, DMG MORI 310 ecoline) и VDI40 (станки Haas серий ST и DS, DMG MORI 510 ecoline).
Предлагается довольно большой ассортимент держателей VDI. Есть цанговые осевые держатели, быстрозажимные, для сверл и расточных резцов, резцедержатели радиальные левые и правые, короткие и длинные.
Держатели VDI имеют на хвостовике специальную гребенку для их закрепления в посадочном гнезде револьвера. В отверстии револьвера также имеется специальный вал с такой гребенкой. С помощью этого вала, закручивая его шестигранным ключом, осуществляется зажим. Смена инструментального держателя выполняется очень быстро, достаточно открутить всего один винт.
Существует много видов держателей радиальных прямоугольных резцов (от B1 до B8). При выборе такого держателя нужно учитывать исполнение резца (правый, левый) и расположение зажимного винта в гнезде револьвера (сверху, снизу).
Например, у токарных станков Haas винт с гребенкой находится снизу, поэтому держатель нужно вставлять в гнездо гребенкой вниз. Если при этом мы планируем использовать правый резец, то нужно выбирать левый держатель B2 (короткий) или B6 (удлиненный). Резец в этом случае будет стоять пластинкой вниз, а шпиндель станка будет вращаться по часовой стрелке (по M03).
Если планируется работать левым резцом, то нужно выбирать левый перевернутый держатель B4 (короткий) или B8 (удлиненный). Резец будет стоять пластинкой вверх, а шпиндель станка будет вращаться против часовой стрелки (по M04).
Револьвер VDI может комбинироваться на токарном станке с системой приводного инструмента для выполнения различных фрезерных операций. Предлагаются осевые и радиальные приводные станции. Осевая станция направлена вдоль оси вращения шпинделя (ось Z), а радиальная вдоль оси X (диаметр). Существуют и станции с настраиваемым углом, которые позволяют наладчику выставить необходимый для работы угол. Чаще всего используют станции под цанги ER32 (зажимаемый хвостовик инструмента до 20 мм), но есть станции и под цанги ER25, ER40.
Перемещаемая задняя бабка
Задняя бабка — это важный компонент токарного станка, используемый для фиксации и поддержки заготовки во время обработки. Она располагается на противоположном конце от шпинделя и обеспечивает стабильность длинных деталей, предотвращая их деформацию или смещение под нагрузкой.
Вращающийся токарный центр — это элемент оснастки токарного станка, предназначенный для фиксации и поддержки заготовки во время обработки. В отличие от неподвижных центров, он оснащен подшипниковым узлом, что позволяет наконечнику вращаться синхронно с деталью. Это снижает трение, нагрев и износ, повышая точность и качество обработки.
1. Конус Морзе — стандартизированный хвостовик, обеспечивающий надежное крепление в пиноли задней бабки станка. Размеры конуса должны соответствовать параметрам станка.
2. Подшипниковый узел обеспечивает свободное вращение центра и воспринимает осевые/радиальные нагрузки.
3. Наконечник изготавливается из закаленной стали или твердого сплава. Контактирует с заготовкой, передавая усилие
Линейные направляющие по осям X и Z
В качестве направляющих для перемещения суппортов по осям координат используют направляющие Рельсовые направляющие устанавливаются по всем осям. Они обладают высокой жесткостью и точностью. Каретка опирается на направляющую несколькими шариками, разделенными между собой плоским сепаратором (пластиной с десятью отверстиями под шарики). Такая конструкция позволяет уменьшить сопротивление передвижению каретки по направляющей и повысить рабочий ресурс направляющих. При правильной эксплуатации такие направляющие сохраняют высокие рабочие характеристики на протяжении всего срока службы станка.
Шпиндель
Шпиндель токарного станка – это центральный вал из высокопрочной стали, служащий для передачи заготовке усилия от двигателя. В середине вала имеется отверстие, в которое вставляются, центрируются и фиксируются заготовки.
На шпинделе имеется пара подшипников (в начале и в конце). На одной стороне закрепляется патрон для зажима подлежащей обработке заготовки, с обратной стороны – зубчатое колесо либо иной вид передачи через редуктор крутящего момента от двигателя.
Область применения шпинделей станка широка настолько, насколько много существует различного оборудования для обработки металла. Основное назначение элемента заключается в удерживании оснастки, таким образом, сфера использования обуславливается особенностью применяемого инструмента.
Шпиндель выполняет несколько ключевых функций:
- Вращение заготовки: Основная функция шпинделя — обеспечить вращение заготовки на высоких оборотах, что позволяет использовать различные инструментальные насадки для обработки.
- Передача момента: Шпиндель передает вращающий момент от двигателя к заготовке, обеспечивая нужную силу для выполнения механической обработки.
- Позиционирование: Современные шпиндели могут иметь дополнительную систему позиционирования, что позволяет выполнять точные операции, такие как нарезка резьбы или фрезерование.
Токарный патрон
1. Корпус патрона
2. Клиновая гайка
3. Мастер кулачок
4. Верхний накладной кулачок
5. T-образный пазовый сухарь
6. Крепежное кольцо
7. Тяговая гайка
8. Крышка
9. Рукоятка
10. Смазочный ниппель
11. Винт с внутренним шестигранником
12. Монтажная плита
13. Винт с внутренним шестигранником
14. Стальной шарик
15. Пружина
16. Установочный винт
17. Рым-болт
18. Болт для крепления патрона
19. Уплотнительное кольцо
20. Водонепроницаемая заглушка
21. Болт для крепления кулачков
22. Винт с внутренним шестигранником
23. Винт с внутренним шестигранником
Привод шпинделя CTX 310 ecoline
Приводы главного движения и подачи в станках с ЧПУ предназначены для обеспечения процесса съема металла с максимальной производительностью при заданных точности и качестве обработки.
В приводах главного движения иногда возникает необходимость точно и быстро остановить двигатель, например, точно остановить шпиндель токарного станка для автоматической выгрузки изделия и загрузки новой заготовки или точно остановить резец алмазно- расточного станка напротив шпоночного паза растачиваемого отверстия для вывода резца из отверстия. В этом случае, кроме увеличения диапазона регулирования, используют датчики нулевого положения, либо привод выполняется следящим.
Для увеличения надежности и долговечности механизмов главного привода следует решать задачу обеспечения безударности его пуска и торможения
Наклонная литая станина с 4 направляющими
Это специализированное оборудование, предназначенное для обработки деталей сложной формы. Они отличаются от традиционных токарных станков своей конструкцией и принципом работы. В этой статье мы рассмотрим особенности токарных станков с наклонной станиной и их применение в промышленности.
Токарный станок с наклонной станиной состоит из следующих основных компонентов:
- Основание (станина). Станина выполнена в виде прямоугольного треугольника с наклонными направляющими. Такая конструкция обеспечивает большую жёсткость и устойчивость станка, что важно при обработке тяжёлых и длинных деталей.
- Передняя бабка. В передней бабке расположен главный привод станка — электродвигатель и коробка передач. Здесь же находится шпиндель, на котором закрепляется обрабатываемая деталь.
- Задняя бабка. Задняя бабка служит для поддержки длинных деталей и установки инструментов для обработки отверстий.
- Суппорт. Суппорт перемещается по наклонным направляющим станины и служит для закрепления режущего инструмента.
- Револьверная головка. Револьверная головка расположена на суппорте и предназначена для установки и замены различных режущих инструментов.
Токарные станки с наклонной станиной используются для обработки деталей сложной формы, таких как валы, оси, зубчатые колёса, фланцы и другие подобные изделия. Благодаря своей конструкции и возможности установки различных режущих инструментов, эти станки позволяют выполнять такие операции, как обточка, расточка, нарезание резьбы, подрезка торцов и другие.