
В одной из предыдущих статей мы обсуждали в общих чертах тему временнЫх режимов работы лазеров. По отношению к лазерной сварке импульсный режим обеспечивает большую проплавляющую способность при меньших тепловых деформациях. Рассказываем об импульсной лазерной сварке и оптимальных параметрах.
Конкретные цифры
При частоте импульсов 0.4–1 кГц и длительности 20–50 мс глубина проплавления может быть увеличена в 3–4 раза по сравнению с непрерывным режимом. При этом КПД будет в 2–3 раза выше, чем в непрерывном. Однако импульсная сварка требует точной наводки луча на стык, высокого качества подготовки кромок, а скорость может быть ниже, чем непрерывным лазером.
Параметры импульсной лазерной сварки
Основными параметрами, от которых зависит результат, будут энергия и длительность импульсов, диаметр пятна, положение фокуса относительно поверхности, а также форма и частота следования импульсов.
Длительность импульса
Длительность импульса, необходимую для проплавления металла, можно оценить по формуле
𝜏 = 𝛿^2/4ɑ, где 𝛿 и ɑ — толщина и коэффициент температуропроводности свариваемого металла.
Для тонких металлов (толщиной 0.1–0.2 мм) значения 𝜏 составляют несколько миллисекунд. Так, для меди 0.1–0.5 мс, для алюминия 0.5–2 мс, для сталей 5–8 мс. Для толщин свыше 1 мм полное проплавление может быть затруднено при достижимой длительности импульсов.
Диаметр пятна
Типичный диапазон диаметра пятна для лазерной сварки 0.05–1 мм. При сварке деталей малой толщины положение фокуса выбирают положительным, т. е. пучок фокусируется над поверхностью.
Форма импульса
Наиболее приемлемой считается не прямоугольная, а трапецеидальная форма импульса, которая позволяет увеличить глубину проплавления на 30%.
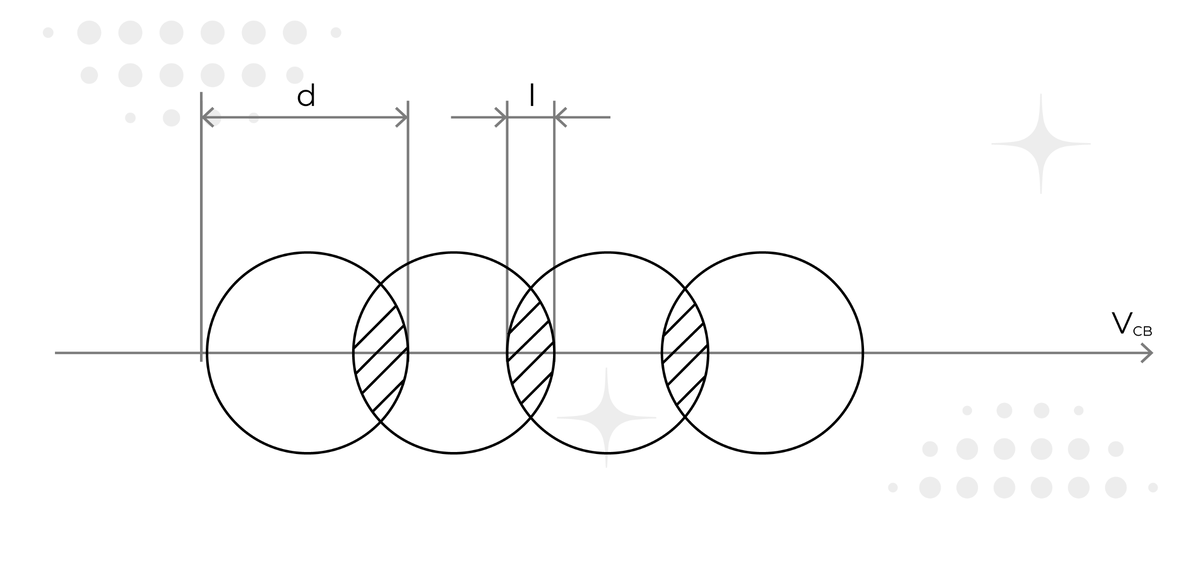
Частота следования импульсов и коэффициент перекрытия
В импульсном режиме сварной шов образуется за счет наложения сварных точек с некоторым перекрытием. В зависимости от назначения коэффициент перекрытия может быть выбран в пределах 0.3–0.9. При этом скорость сварки Vсв пропорциональна диаметру пятна d и частоте следования импульсов f с учетом коэффициента перекрытия K = l/d:
Vсв = d f (1 - K).
Типичное значение скорости при частоте импульсов 20 Гц – порядка 5 мм/с.
Как импульсная сварка снижает тепловую деформацию
Импульсная лазерная сварка снижает степень тепловых деформаций за счет очень короткого воздействия, ограниченного длительностью отдельного импульса — 5–10 мс. Такой режим сварки обеспечивает высокую пиковую мощность при низком уровне тепловложений. Большая часть детали остается практически холодной сразу после процесса. Это сокращает зону термического влияния до 0.2–0.3 мм по сравнению с 3–4 мм у традиционных методов, таких как TIG-сварка.
Минимальная зона термического воздействия и высокая скорость охлаждения (до 10^3–10^4 °С/с) создают режим автозакалки, формируя мелкодисперсную структуру металла без значительных изменений твердости и структуры. Благодаря этому уменьшается степень деформации деталей и сохраняется геометрия с точностью до микрометров. Кроме того, нет необходимости в длительном предварительном нагреве и последующем охлаждении, что существенно уменьшает время обработки и предотвращает образование дефектов.
Как длительность и частота импульсов влияют на величину тепловой деформации?
Длительность и частота импульсов при импульсной лазерной сварке влияют на величину тепловой деформации следующим образом:
- Длительность импульса определяет время, на протяжении которого лазер воздействует на материал. Короткие импульсы передают энергию интенсивными, но кратковременными порциями, что снижает суммарное тепловложение и минимизирует зону термического влияния, уменьшая вероятность деформации. Длинные импульсы несут больше энергии и проплавляют метал на бОльшую глубину, но при этом повышают тепловую нагрузку.
- При высокой частоте следования лазерных импульсов тепло от предыдущего импульса не успевает полностью рассеяться, что ведет к увеличению времени нахождения материала при высоких температурах, повышая степень деформации. Низкие частоты дают больше времени для охлаждения между импульсами, уменьшая риск перегрева.
Оптимальная комбинация длительности и частоты импульсов подбирается с учетом свойств материала и его толщины, чтобы обеспечить баланс между глубиной проплавления, скоростью сварки и минимизацией деформации. Для сварки тонких и термочувствительных материалов, чтобы снизить тепловое воздействие и деформацию, обычно применяются короткие импульсы с умеренной частотой.
Импульсная лазерная сварка ЛАССАРД
Встречайте новинку! Аппарат лазерной сварки WELDER TT — это система для точечной и шовной лазерной сварки листовых и цилиндрических заготовок на основе импульсного твердотельного Nd:YAG-лазера. Импульсная сварка незаменима для задач микроэлектроники, требующих повышенной точности.
Ознакомиться с полным перечнем технических характеристик вы можете на нашем сайте.
Лазерные технологии в ЛАССАРД
Если вы хотите увидеть лазерные технологии в действии, то приезжайте к нам в шоурум! Мы покажем, как лазерные технологии работают на практике в станках для резки, сварки, маркировки, очистки и упрочнения, а также в гибридном станке 4 в 1.
Наши контакты:
📱 Сайт
👥 ВК
📺 RUTUBE
🏭 Наше производство и шоурум: ОЭЗ «Технополис Москва», 109316, Россия, Москва, Волгоградский проспект, д. 42, корп. 5, пом. 1Н
📞 Наш телефон: +7 495 120 68 86
✉️ Наша почта: sales@lassard.ru