
Экструзионно-выдувное формование – один из самых распространенных методов производства полых пластиковых изделий (бутылок, канистр, баков и др.). Качество готовой продукции во многом зависит от точности распределения материала в заготовке (паризоне, «рукаве»). Для этого применяется паризон-контроль – система точного программного управления толщиной стенок заготовки в процессе экструзионно-выдувного формования. В данной статье мы рассмотрим, что такое паризон-контроль, как он работает и почему современное производство утратит конкурентоспособность без применения данной технологии.
Что такое паризон-контроль?
Паризон-контроль (Parison Control) – это технология регулирования толщины, форму и качество стенок изделия за счет точной коррекции параметров процесса в реальном времени с помощью программного управления. Она позволяет изменять толщину стенок на разных участках заготовки, чтобы после раздува и растягивания материала получить равномерное распределение материала в готовом изделии. Он предназначен для стабилизации геометрии изделия и установки необходимой толщины стенки.
В чем проблема без паризон-контроля?
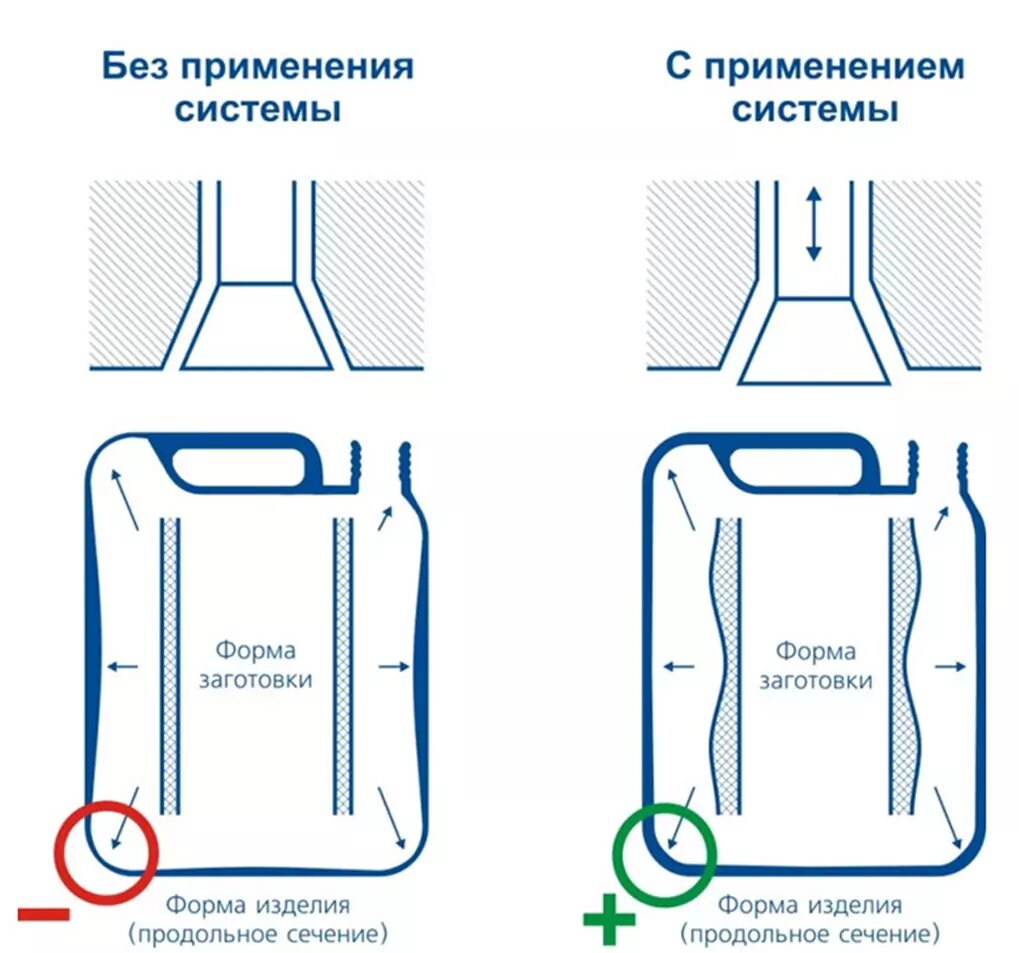
Если просто выдавливать паризон с постоянной толщиной стенки по всей длине, то после выдува он неравномерно растянется (см.рис.1). В одних местах (например, на углах и в зонах растяжения) стенка станет слишком тонкой и слабой, а в других (например, на прямых участках) — избыточно толстой. Это приводит к перерасходу материала, браку и снижению прочности готового изделия.
Как решает эту проблему паризон-контроль?
Система позволяет динамически изменять толщину стенки паризона в продольном сечении в разных его участках по мере экструзии. Это делается с помощью программируемого перемещения дорна (центральной иглы) или манипуляций с головкой экструдера.
- Процесс: Технолог заранее создает программу, в которой указывает, на каком участке будущего изделия стенка должна быть толще, а на каком — тоньше.
- Пример: Для изготовления пластиковой канистры с ручкой система сделает стенки толще в зоне дна (нагрузка), в зоне горловины (нагрузка при наливе) и в самой ручке (механическая нагрузка при переноске). А на ровных боковых стенках толщина может быть минимальной для экономии материала (см. рис.1).
Как это работает: от программы до изделия
Процесс можно разделить на несколько ключевых этапов.
1. Создание управляющей программы
Всё начинается за компьютером. На основе 3D-модели готового изделия и знаний о его будущей нагрузке создается программа, описывающая как именно должна изменяться толщина стенки паризона по мере его выхода из экструзионной головки. Программа чаще всего имеет вид графика, где по вертикали — величина зазора (толщина), а по горизонтали — время или позиция (например, от начала до конца выхода паризона). При этом анализируются:
- Зоны высоких нагрузок: Горловина, дно, ручки, места креплений. Здесь стенка должна быть толще.
- Зоны низких нагрузок: Ровные боковые поверхности. Здесь можно сделать стенку тоньше для экономии материала.
- Геометрия: Углы и сложные изгибы растягиваются сильнее, поэтому в исходном паризоне на этих участках закладывают большую толщину.
Итог этапа: Готовая программа, где прописана вся информация о распределении материала.
2. Аппаратная реализация
Теперь эту программу нужно воплотить в жизнь. Здесь в игру вступают высокоточные механизмы. Внутри экструзионной головки находится конический стержень (дорн). Программируемый сервопривод в реальном времени перемещает этот дорн вверх-вниз с точностью до микрона (см.Рис.1).
- Когда дорн опускается вниз, зазор между ним и стенкой головки уменьшается → стенка паризона по всему периметру становится тоньше.
- Когда дорн поднимается, зазор увеличивается → стенка паризона по всему периметру становится толще.
- Система постоянно сверяется с программой и перемещает дорн, пока паризон выходит наружу.
Итог этапа: Цифровая программа превращается в физическое движение высокоточного механизма.
3. Синхронизация и выдув
Это самый зрелищный этап. Процесс происходит настолько быстро, что кажется мгновенным.
- Старт экструзии: Машина начинает выдавливать паризон. Одновременно с этим сервопривод приходит в движение.
- Динамическое изменение: Система паризон-контроля в реальном времени считывает позицию (например, по времени или с помощью энкодера) и, сверяясь с программой, дает команду сервоприводу.
- Например: «Сейчас выходит зона, которая станет горловиной бутылки — поднимай дорн, делай стенку толще!»
- «А сейчас выходит середина — опускай дорн, экономим материал!»
- Захват и выдув: Как только паризон достиг нужной длины, форма захлопывается, «кусая» паризон сверху и снизу. Внутрь заготовки вводится игла и подается сжатый воздух под высоким давлением.
- Формование: Размягченный пластик раздувается и вжимается во все детали пресс-формы. Ключевой момент заключается в том, что более толстые участки паризона растянутся меньше, а более тонкие — больше, но в итоге везде получится расчетная толщина, необходимая для прочности.
Итог этапа: Запрограммированная заготовка превращается в готовое изделие с оптимальным распределением материала.
Почему же работа современного предприятия немыслимо без экструзионно-выдувного оборудования, оснащенного системой паризон-контроля?
Производство без паризон-контроля — это как строительство многоэтажного дома без архитектурного проекта и расчетов прочности.
1. Без использования паризон-контроля в экструзионно-выдувных машинах значительно снижается рентабельность полимерного бизнеса.
Без паризон-контроля производство становится финансово невыгодным в современных рыночных условиях.
- Чудовищный перерасход материала: Чтобы гарантировать, что в самых тонких и нагруженных местах стенка изделия имеет хоть какую-то минимальную прочность, технолог вынужден задавать очень большую среднюю толщину стенки по всему изделию. Это приводит к перерасходу сырья на 20-40%, а иногда и больше. Полимеры — это основная составляющая себестоимости, и такая расточительность съедает всю рентабельность.
- Увеличение скорости производственного цикла: Изделие с равномерной стенкой остывает быстрее и равномернее. Это позволяет сократить время цикла и увеличить общую производительность линии. За счёт более стабильного процесса можно работать с более высокими скоростями без потери качества.
- Снижение потерь от брака: Минимизируются дефекты: разрывы, неравномерное распределение, слабые участки.
- Пример: Чтобы ручка канистры не оторвалась, пришлось бы сделать толще всю канистру, а не только зону ручки.
Вывод: Производство без паризон-контроля не может конкурировать по себестоимости с теми, кто эту систему использует. Оно просто обанкротится.
2. Без паризон-контроля продукция имеет нестабильное и непредсказуемое качество.
Продукция, сделанная без паризон-контроля, не соответствует современным стандартам качества и надежности.
- Слабые точки: Изделие будет иметь множество зон с критически малой толщиной стенки (например, на углах и изгибах), которые являются концентраторами напряжения. Такие изделия лопаются, трескаются или дают течь при первых же серьезных нагрузках, ударах или даже при перепаде температур.
- Невозможность стандартизации: Каждая партия продукции будет разной. Невозможно гарантировать стабильность характеристик, что неприемлемо для крупных заказчиков и тем более для автоматизированных линий розлива (например, в пищевой или химической промышленности).
- Повышение прочности изделий: В зонах повышенной нагрузки (горловины, дно) можно увеличить толщину, а в остальных – уменьшить. Имея более прочное изделие, можно, например, повысить количество рядов при штабелировании канистр, что приводит к сокращению логистических расходов.
Вывод: Вы производите надежный товар, а не брак с ограниченным сроком годности, что улучшает репутацию бренда и ведет к сокращению рекламаций.
3. Технологическая отсталость и негибкость
Без этой системы завод не может производить сложные и современные изделия.
- Ограничение по ассортименту: Производство ограничивается только простейшими изделиями с низкой добавочной стоимостью — простые бутылки, элементарные емкости. Создать что-то технологичное (например, топливный бак автомобиля с сложной геометрией и разной толщиной стенки под разные нагрузки) физически невозможно.
- Невозможность выполнения строгих ТУ: Многие современные изделия должны соответствовать жестким техническим условиям (ТУ) или международным стандартам (например, по давлению, ударной вязкости, стойкости к растрескиванию). Без возможности программировать прочность в конкретных зонах выполнить эти требования нельзя.
Вывод: Предприятие без паризон-контроля технологически застряло в прошлом и не может выйти на рынок с высокомаржинальной продукцией.
4. Экологическая неустойчивость
В современном мире, особенно в Европе, огромное значение имеет экологичность производства.
- Избыточное потребление ресурсов: Перерасход материала — это прямое нарушение принципов устойчивого развития и экономики замкнутого цикла (circular economy). Вы тратите больше нефти или газа на сырье, чем необходимо.
- Проблемы с переработкой: Более тяжелые изделия создают большую нагрузку на логистику и системы переработки без какой-либо пользы.
Вывод: Производство без паризон-контроля является экологически недружелюбным, что может закрыть для него доступ к рынкам с жесткими «зелеными» стандартами.
Для пояснения вышесказанного приведем сравнительную таблицу производства канистр 5л с паризон-контролем и без него.
Заключение
Паризон-контроль – критически важная система в экструзионно-выдувном формовании, обеспечивающая высокое качество изделий, экономию материала и снижение производственного брака. Современные автоматизированные системы позволяют точно управлять распределением пластика, что особенно важно для изготовления сложных и ответственных изделий.
Внедрение паризон-контроля в серийном производстве повышает эффективность производства, его рентабельность и расширяет возможности использования экструзионно-выдувного метода в различных отраслях – от пищевой упаковки до автомобильных топливных баков.
Без паризон-контроля — как без GPS. Представьте, что Вы ведете машину в незнакомом городе без карты. Вы будете тратить больше бензина, время и рискуете заблудиться. Так же и в производстве: без паризон-контроля Вы тратите лишний материал, время и получаете брак.
Паризон-контроль — это GPS-навигатор для экструзионно-выдувной машины. Он точно ведет процесс к цели: прочному, легкому и идеальному изделию. Это не опция, а стандарт для любого современного производства, которое дорожит качеством и рентабельностью.
Подобрать оборудование и заказать пресс-форму Вы можете ЗДЕСЬ