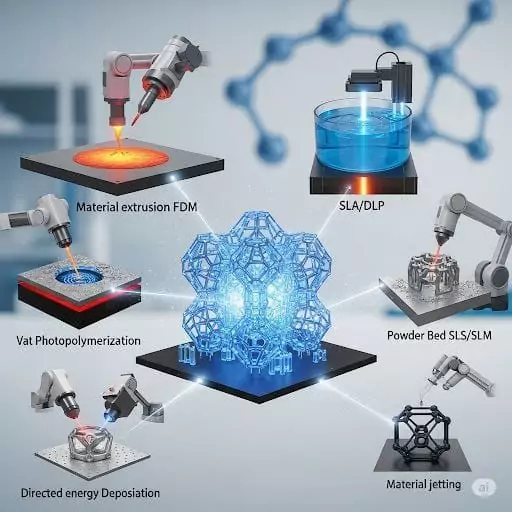
Аддитивные технологии, или 3D-печать, в наши дни становятся неотъемлемой частью многих сфер жизни, открывая новые горизонты и возможности. Это уже не эксперимент, это производственный инструмент. Быстрый, точный, наглядный. Аддитивные технологии представляют собой набор методов, позволяющих создавать трехмерные объекты путем последовательного наложения слоев материала. Однако методы построения этих слоев значительно различаются, что приводит к появлению различных видов аддитивных технологий.
В этой статье мы рассмотрим основные виды аддитивных технологий, используемые материалы, приведем примеры применения различных технологий в жизни. Увидим преимущества и недостатки каждого вида.
Моделирование наплавлением (FDM)
FDM – наиболее распространенный и доступный метод аддитивного производства. Он основывается на послойном наплавлении термопластичных материалов. В процессе FDM пластиковая нить (филамент) подается через нагретую сопло, где она расплавляется и экструзируется на платформу, формируя объект слой за слоем. Этот метод хорошо подходит для создания прототипов и несложных деталей.

Используемые материалы
- PLA (полилактид): Один из самых популярных материалов для FDM, легко печатается, биоразлагаем и доступен в различных цветах.
- ABS (акрилонитрил-бутадиен-стирол): Прочный и термостойкий материал, хорошо подходит для создания функциональных деталей, но требует дополнительной вентиляции при печати.
- PETG (полиэтилентерефталат гликоль): Комбинирует прочность ABS и легкость печати PLA, обладает хорошей химической стойкостью.
- TPU (термопластичный полиуретан): Гибкий материал, используемый для создания эластичных объектов, таких как прокладки и детали для обуви.
- ASA (акрилонитрил-стирол-акрилат): Альтернатива ABS с лучшей устойчивостью к ультрафиолетовому излучению и атмосферным воздействиям, что делает его идеальным для наружных изделий.
Преимущества FDM-технологии:
- Доступность и низкая стоимость: Оборудование для FDM доступно по цене, а материалы (филаменты) относительно недороги.
- Широкий выбор материалов: FDM поддерживает различные термопластичные материалы, что позволяет выбирать оптимальные филаменты для конкретных задач.
- Простота в использовании: FDM-принтеры обычно имеют интуитивно понятный интерфейс и легко настраиваются, что делает их доступными для новичков.
- Низкие затраты на обслуживание: Технология требует минимального обслуживания и может работать длительное время без серьезных проблем.
- Хорошая механическая прочность: Напечатанные объекты обладают хорошими механическими свойствами и могут быть использованы в различных приложениях.
Недостатки FDM-технологии:
- Ограниченная точность и детализация: FDM не может достичь такой же высокой точности и детализации, как некоторые другие технологии, такие как SLA или SLS.
- Сложности с поддержками: Для сложных геометрий часто требуются поддерживающие структуры, которые могут быть трудными для удаления и оставлять следы на поверхности.
- Деформация и усадка: Некоторые материалы могут подвергаться усадке во время охлаждения, что может привести к деформации печатаемых объектов и понижению точности конечной детали.
- Ограниченная скорость печати: Хотя FDM может быть быстрым, скорость печати ограничена размерами сопла и толщиной слоев, что может увеличивать время печати для больших объектов.
- Качество поверхности: Объекты, напечатанные с помощью FDM, могут иметь видимые слои и текстуру, что требует дополнительной обработки для достижения гладкой поверхности.
Применение технологии FDM:
Данная технология имеет широкое применение благодаря своим преимуществам, указанным выше.
- Прототипирование: Широко используется для быстрого создания прототипов и моделей для тестирования и разработки продуктов.
- Индивидуальные изделия: Позволяет кастомизировать (придать индивидуальные свойства и характеристики) детали и изделия под конкретные требования.
- Образование: Используется в учебных заведениях для обучения студентов основам конструирования, моделирования и прототипирования.
- Хобби и творчество: Популярна среди любителей и творческих людей для создания уникальных предметов, игрушек и художественных объектов, а также моделей реальных объектов и конструкций.
- Промышленное производство: Применяется для малосерийного производства деталей и инструментов в различных отраслях.
Фотополимерная стереолитография (SLA)
Фотополимерная стереолитография (SLA) является одной из самых точных и качественных технологий 3D-печати, что делает ее популярной в различных отраслях и приложениях. Этот метод основан на использовании ультрафиолетового (УФ) света для затвердевания фотополимерных смол. В процессе SLA слой за слоем создается объект, когда лазер или проектор направляет свет на поверхность смолы, вызывая ее затвердевание в заданных областях. Послойное отверждение материала формирует трехмерную модель. Этот метод позволяет достигать высокой точности, детализации и гладкость поверхности. Однако, этот метод относительно медленный и может быть ограничен размером печатной области.
Используемые материалы
- Стандартные фотополимеры: Используются для создания прототипов и моделей с хорошей детализацией и высокой точностью.
- Гибкие смолы: Предназначены для создания эластичных объектов, таких как прокладки или детали для одежды.
- Устойчивые к высоким температурам смолы: Подходят для создания деталей, которые будут подвергаться высоким температурам.
- Дентальные и медицинские смолы: Специально разработанные для применения в стоматологии и медицине, обеспечивают безопасность и биосовместимость.
- Прочные смолы: Обеспечивают высокую прочность и жесткость, подходящие для функциональных деталей.
Преимущества технологии SLA
- Высокая точность и детализация: SLA обеспечивает отличное качество печати с тонкими деталями и гладкой поверхностью, что делает его идеальным для сложных геометрий.
- Отличное качество поверхности: Объекты, напечатанные методом SLA, имеют минимальные видимые слои, что снижает необходимость в дополнительной обработке.
- Широкий выбор материалов: Существует множество фотополимерных смол с различными свойствами, включая гибкость, прочность и термостойкость.
- Быстрое создание прототипов: SLA позволяет быстро производить высококачественные прототипы, что ускоряет процесс разработки продуктов.
- Подходит для мелкосерийного производства: SLA может использоваться для создания небольших партий деталей с высокой точностью.
Недостатки технологии SLA
- Высокая стоимость оборудования и материалов: Принтеры SLA и фотополимеры могут быть значительно дороже по сравнению с FDM.
- Необходимость в постобработке: После печати объекты требуют удаления излишков смолы и дополнительной обработки, включая УФ-затвердевание.
- Ограниченная прочность: Некоторые фотополимерные смолы могут быть менее прочными и устойчивыми к механическим нагрузкам по сравнению с термопластами.
- Запах и токсичность: Фотополимерные смолы могут иметь неприятный запах и быть токсичными, что требует использования принтера в хорошо вентилируемом помещении и ношения защитных средств.
- Ограниченная скорость печати: Хотя SLA обеспечивает высокую детализацию, скорость печати может быть ниже по сравнению с другими методами, такими как FDM.
Применение технологии SLA
- Прототипирование: Быстрое создание высококачественных прототипов для тестирования и разработки новых продуктов.
- Ювелирное производство: Используется для создания моделей ювелирных изделий с высокой детализацией.
- Медицинские применение: Применяется для создания моделей анатомии, хирургических инструментов и дентальных протезов. Изготовление медицинских изделий для стоматологии является на сегодня одной из основных сфер применения технологии SLA.
- Образование: Используется в учебных заведениях для обучения студентов основам 3D-печати и инженерии.
- Индивидуальные изделия: Позволяет производить кастомизированные детали и изделия под конкретные требования клиентов.
Цифровая обработка светом (DLP)
Можно сказать, что технология DLP является логичным развитием технологии SLA. DLP также использует жидкие фотополимерные смоле, но отверждение происходит за счет одновременного облучения всего слоя УФ-светом, проецируемым через цифровой проектор, а не только его части. Это делает DLP значительно быстрее, чем SLA, особенно при печати больших объектов. Качество поверхности также высокое, но несколько ниже, чем у SLA.
Используемые материалы
- Стандартные фотополимеры: Используются для создания прототипов и моделей с хорошей детализацией.
- Гибкие смолы: Для создания эластичных объектов, таких как прокладки или детали для одежды.
- Термостойкие смолы: Подходят для деталей, которые будут подвергаться высоким температурам.
- Дентальные и медицинские смолы: Специально разработанные для применения в стоматологии и медицине, обеспечивают безопасность и биосовместимость.
- Прочные смолы: Обеспечивают высокую прочность и жесткость, подходящие для функциональных деталей.
Преимущества технологии DLP
- Высокая скорость печати: DLP позволяет затвердевать целый слой одновременно, что значительно ускоряет процесс по сравнению с лазерными методами, такими как SLA.
- Отличное качество поверхности: Объекты, напечатанные с помощью DLP, имеют гладкую поверхность и высокую детализацию.
- Широкий выбор материалов: DLP поддерживает различные фотополимерные смолы, включая гибкие, жесткие и термостойкие.
- Экономия времени: Быстрое создание прототипов и моделей, что делает DLP подходящим для быстрой разработки продуктов.
- Компактность оборудования: DLP-принтеры часто более компактны и легче в использовании по сравнению с другими аддитивными технологиями.
Недостатки технологии DLP
- Высокая стоимость оборудования и материалов: DLP-принтеры и фотополимеры могут быть дороже, чем устройства, использующие другие технологии, такие как FDM.
- Необходимость в постобработке: Как и в случае с SLA, объекты требуют удаления излишков смолы и УФ-затвердевания после печати.
- Ограниченная прочность: Некоторые фотополимерные смолы могут иметь низкую прочность и устойчивость к механическим нагрузкам.
- Запах и токсичность: Используемые смолы могут иметь неприятный запах и быть токсичными, что требует хорошей вентиляции и использования защитных средств.
- Ограниченная скорость печати для больших объектов: Хотя DLP быстрее в создании слоев, печать больших объектов может занять много времени из-за размера проектора.
Применения технологии DLP
- Прототипирование: Быстрое создание высококачественных прототипов для тестирования и разработки новых продуктов.
- Ювелирное производство: Используется для создания моделей ювелирных изделий с высокой детализацией.
- Медицинские приложения: Применяется для создания моделей анатомии, хирургических инструментов и дентальных протезов.
- Образование: Используется в учебных заведениях для обучения студентов основам 3D-печати и инженерии.
- Индивидуальные изделия: Позволяет производить кастомизированные детали и изделия под конкретные требования клиентов.
Селективное лазерное спекание (SLS)
SLS использует лазер для спекания (сплавления) порошкового материала, обычно пластмассы или металла. Процесс включает в себя послойное нанесение порошка на платформу, после чего лазер сканирует и спекает частицы порошка в заданных местах, создавая твердые объекты. После завершения одного слоя процесс повторяется для следующего, пока не будет завершен весь объект. Этот метод позволяет создавать сложные геометрии и внутренние структуры, но требует использования специального порошкового материала и последующей очистки от неспеченного порошка.
Используемые материалы
- Полиамиды (PA): Наиболее распространенный материал для SLS, который обеспечивает хорошую прочность и гибкость.
- Полистирол (PS): Используется для создания легких и недорогих моделей.
- Металлические порошки: Например, нержавеющая сталь или алюминий, для создания прочных металлических деталей.
- Эластомеры: Для печати гибких и эластичных изделий.
- Композитные материалы: Порошки, смешанные с углеродными волокнами или другими добавками для улучшения свойств.
Преимущества технологии SLS
- Высокая прочность и жесткость: Объекты, напечатанные с помощью SLS, обладают отличными механическими свойствами и могут использоваться в функциональных приложениях.
- Отсутствие поддержки: Поскольку порошок вокруг объекта поддерживает его во время печати, нет необходимости в дополнительных поддерживающих структурах.
- Широкий выбор материалов: SLS поддерживает различные порошковые материалы, что позволяет создавать изделия с различными свойствами.
- Сложные геометрии: Технология позволяет печатать сложные и детализированные формы, которые сложно или невозможно получить другими методами.
- Подходит для малосерийного производства: SLS идеально подходит для быстрого прототипирования и малосерийного производства.
Недостатки технологии SLS
- Высокая стоимость оборудования: SLS-принтеры и материалы могут быть дорогими, в разы дороже механической обработки, что ограничивает сферы их применения.
- Необходимость постобработки: Поверхность изделий имеет высокую шероховатость или даже зернистость. Объекты требуют очистки от несвязанного порошка и могут нуждаться в дополнительной обработке поверхности для достижения желаемой чистоты поверхности.
- Ограниченная точность: Хотя SLS обеспечивает хорошую детализацию, точность может быть ниже, чем у других технологий, таких как SLA.
- Сложность процесса: Настройка и управление SLS-принтером могут требовать специальных знаний и навыков.
- Проблемы с термическими деформациями: Из-за высоких температур могут возникать деформации или усадки в процессе печати.
Применения технологии SLS
- Прототипирование: Быстрое создание функциональных прототипов для тестирования и разработки продуктов.
- Автомобильная и аэрокосмическая промышленность: Используется для производства деталей, которые требуют высокой прочности и легкости.
- Медицинские изделия: Применяется для создания индивидуальных протезов, имплантатов и хирургических инструментов.
- Производство форм: Используется для создания форм для литья и других производственных процессов.
- Игрушки и потребительские товары: Позволяет создавать уникальные и кастомизированные изделия для конечных потребителей.
Селективное лазерное плавление (SLM)
SLM является разновидностью SLS, но вместо спекания используется плавление металлического порошка слой за слоем, чтобы создать трехмерные объекты. Процесс начинается с распределения тонкого слоя металлического порошка на платформе. Затем лазерная система сканирует поверхность порошка, плавя его в заданных местах в соответствии с 3D-моделью. После завершения сканирования платформа опускается, и на нее наносится новый слой порошка. Этот процесс повторяется до тех пор, пока не будет создан готовый объект. Это позволяет создавать детали с высокой прочностью и точностью. Однако SLM требует дорогостоящего оборудования и специализированных навыков.
Используемые материалы
- Нержавеющая сталь: Широко используется благодаря своей прочности и коррозионной стойкости.
- Титановые сплавы: Обладают высокой прочностью и легкостью, что делает их идеальными для аэрокосмической и медицинской отраслей.
- Алюминиевые сплавы: Используются для создания легких деталей с хорошими механическими свойствами.
- Кобальт-хромовые сплавы: Применяются в стоматологии и медицинских имплантатах из-за своей биосовместимости и прочности.
- Никелевые сплавы (например, Inconel): Используются в высокотемпературных и коррозионных условиях.
Преимущества технологии SLM
- Высокая точность и детализация: SLM позволяет создавать детали с высокой степенью детализации и точности, что делает его идеальным для сложных геометрических форм.
- Минимизация отходов: Используется только необходимое количество порошка, что снижает количество отходов по сравнению с традиционными методами обработки.
- Производство функциональных компонентов: Возможность создания сложных внутренностей и конструкций, которые невозможно произвести другими способами.
- Широкий выбор материалов: Можно использовать различные металлические порошки, что позволяет адаптировать процесс под конкретные требования.
- Устойчивость к коррозии и высокой температуре: Изделия, изготовленные с помощью SLM, обладают высокой прочностью и стойкостью к агрессивным средам.
- Подходит для малосерийного производства: Эффективно для производства небольших партий уникальных деталей.
Недостатки технологии SLM
- Высокая стоимость оборудования и материалов: Лазерные установки SLM и порошковые материалы являются достаточно дорогими, что ограничивает доступность технологии.
- Долгое время печати: Процесс может занимать много времени, особенно для больших и сложных объектов.
- Требования к постобработке: Изделия часто требуют дополнительной обработки, такой как термообработка или механическая обработка, что увеличивает время и стоимость производства.
- Проблемы с качеством порошка: Качество и однородность порошка критически важны для достижения желаемых свойств конечного изделия, что требует строгого контроля.
- Проблемы с термическими деформациями: Высокие температуры могут вызывать деформации и напряжения в материалах.
Применение технологии SLM
- Аэрокосмическая промышленность: Производство легких и прочных деталей для самолетов и ракет. Технология позволяет создавать полые металлические детали, которые обладают схожей жесткостью при значительно более низком весе, чем монолитные детали.
- Медицинские изделия: Создание индивидуальных имплантатов и протезов.
- Автомобильная промышленность: Производство деталей и компонентов, требующих высокой прочности и легкости.
- Энергетика: Используется для создания деталей для турбин и других высоконагруженных компонентов.
- Производство форм: Применяется для создания форм для литья и других процессов, требующих высокой точности.
Технология Binder Jetting
Binder Jetting — это аддитивная технология, основанная на послойном нанесении связующего (биндера) на порошковый материал. В процессе печати принтер распыляет связующее вещество на слой порошка, что приводит к его склеиванию. После завершения печати объект извлекается из порошковой массы, и не склеенные частицы могут быть удалены. Эта технология позволяет создавать детали с высокой степенью детализации и сложной геометрией.
Используемые материалы
- Металлы: такие как сталь, алюминий, бронза и другие.
- Пластики: полимеры, такие как полистирол и нейлон.
- Керамика: для создания высокопрочных и термостойких изделий.
- Песок: для литья и создания форм.
Преимущества технологии Binder Jetting
- Скорость печати: Binder Jetting позволяет быстро производить детали благодаря высокой скорости нанесения связующего.
- Отсутствие поддерживающих структур: Технология позволяет создавать сложные формы без необходимости в поддерживающих элементах, что упрощает процесс печати.
- Разнообразие материалов: Возможность использования различных порошковых материалов расширяет область применения технологии.
- Экономичность: Поскольку не все порошковые частицы склеиваются, можно использовать оставшийся порошок повторно, что снижает затраты на материалы.
Недостатки технологии Binder Jetting
- Постобработка: Печатаемые детали часто требуют дополнительной обработки, такой как печь для спекания или обжиг, чтобы достичь необходимой прочности и плотности.
- Ограниченная прочность: В зависимости от используемого связующего и материала, прочность готовых изделий может быть ниже по сравнению с другими аддитивными технологиями, такими как селективное лазерное плавление (SLM).
- Ограниченные геометрические возможности: Хотя Binder Jetting позволяет создавать сложные формы, некоторые ограничения все же существуют, особенно в отношении тонких стенок и деталей.
Применение технологии Binder Jetting
- Аэрокосмическая промышленность: для создания легких и прочных компонентов.
- Автомобильная промышленность: для прототипирования и производства деталей.
- Медицинская отрасль: для создания индивидуальных имплантатов и протезов.
- Ювелирное дело: для производства сложных моделей и украшений.
- Строительство: для создания форм и конструкций из бетона и других материалов.
Сравнительные характеристики аддитивных технологий
Вывод:
- SLA и DLP – лидеры по точности и гладкости поверхности, но хрупкие изделия и дорогие материалы.
- SLM – лучший выбор для сложных металлических деталей с высокой прочностью, но требуют сложного и дорогого оборудования.
- SLS – универсален для прочных полимерных и металлических деталей, но печать медленная, дорогая и требует постобработки.
- FDM – самый доступный метод, но с ограниченной точностью и прочностью.
- Binder Jetting – быстрая печать крупных объектов, но требует дополнительного спекания/пропитки.
Заключение
Аддитивные технологии представляют собой стремительно развивающееся направление современного производства, который предлагают широкий спектр возможностей для создания разнообразных объектов, от сложных прототипов до функциональных конечных изделий. В данной статье мы остановились на основных технологиях, имеющих широкое применение во всех сферах нашей деятельности, каждая из которых обладает уникальными характеристиками и сферами применения. Выбор конкретного метода зависит от требований к качеству, скорости печати, стоимости и используемых материалов. Дальнейшее развитие аддитивных технологий, несомненно, приведёт к появлению новых методов и расширению их применений в самых разных отраслях.
Изготовить прототип и любое количество изделий в нашей студии 3D-печати Вы можете перейдя по ссылке: Студия 3D-печати ПОЛИФОРМ.