Введение
В статье рассмотрены различие литниковых систем в технологии литья под давлением. Процесс литья пластмасс под давлением широко применяется в промышленности для изготовления деталей различного назначения. Важным элементом технологии является конструкция литниковой системы, обеспечивающей подачу расплава полимера в полость формы. Существуют две основных разновидности литниковых систем: горячий канал и холодный канал. Выбор подходящего варианта влияет на производительность, экономичность и качество конечного продукта.
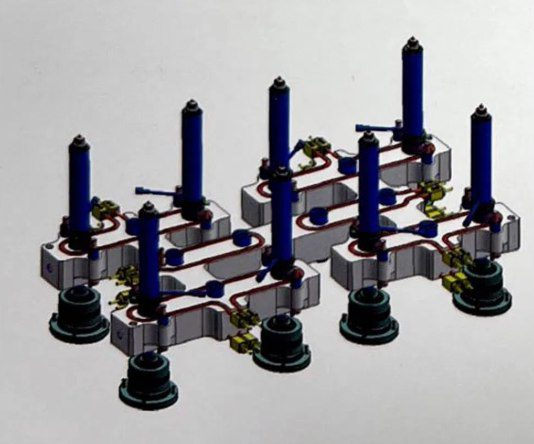
Горячий канал (ГКС, горячеканальная литниковая система, hot runner)
Особенности конструкции
Система горячего канала предполагает наличие специальных нагревательных элементов, встроенных в форму. Эти элементы поддерживают температуру пластика на уровне, необходимом для сохранения его текучести. Таким образом, расплав поступает непосредственно в рабочую зону формы без промежуточного застывания. Разновидностью горячего канала является также горячеканальная втулка, применяемая, как правило, для одногнездных пресс-форм.
Преимущества
- Экономия материала: Поскольку материал постоянно находится в жидком состоянии, отсутствует необходимость удалять застывший литник после каждого цикла. Это позволяет снизить количество отходов и повысить эффективность процесса.
- Улучшенное качество изделий: Благодаря горячему каналу появляется возможность более точно регулировать параметры технологического процесса (давление впрыска, скорость, температуру расплава, наличие и качество «холодных спаев» и т.д.). Это напрямую влияет на качество конечных изделий.
- Повышенная скорость производственного цикла: Сокращение времени охлаждения способствует увеличению производительности оборудования.
Недостатки
- Высокая стоимость установки: Необходимость интеграции дорогостоящих компонентов делает систему горячего канала значительно дороже холодной аналогичной системы. Разница в стоимости может достигать 30-40% по сравнению с холодноканальной литниковой системой.
- Энергозатраты: Постоянная работа нагревателей увеличивает потребление электроэнергии.
- Ограниченная применимость: Некоторые материалы плохо подходят для работы с горячими системами, так как склонны к термическому разложению при длительном воздействии высоких температур.
Холодный канал (ХКС, холодноканальная литниковая система, cold runner)
Особенности конструкции
Холодный канал представляет собой простую конструкцию, состоящую из стандартных канальных отверстий, через которые полимер вводится в форму. После завершения цикла расплав твердеет, образуя отдельный элемент (литник), который подлежит последующей переработке или утилизации.
Преимущества
- Простота и доступность: Установка не требует сложного технического оснащения и подходит для большинства видов термопластичных материалов.
- Низкая начальная стоимость: Изготовление форм с холодным литником обходится дешевле, что снижает первоначальные инвестиции.
- Универсальность: Подходит практически для всех типов пластиковых изделий, включая крупные партии мелких предметов.
Недостатки
- Потеря материала: Каждый цикл сопровождается созданием литника, который необходимо утилизировать или перерабатывать. Это ведет к значительным потерям исходного сырья.
- Дефекты на готовом продукте: На изделии, как правило, более заметен след питателя в точке впрыска по сравнению с ГКС.
- Более длительный цикл производства: Дополнительное время, необходимое для полного охлаждения материала, замедляет процесс изготовления изделий.
Заключение
Выбор между горячим и холодным литником зависит от множества факторов, включая объемы производства, типы изготавливаемых изделий, экономические показатели предприятия и экологические нормы. Для крупносерийного производства, ориентированного на высокое качество продукции, предпочтительнее использование горячего литника. Если же речь идет о малых партиях изделий с низкими требованиями к внешнему виду, оптимальным решением станет система с холодным литником. Оптимизация выбора литника позволит существенно сократить расходы и повысить конкурентоспособность выпускаемой продукции. Примерно 80% пресс-форм работают на холодноканальных литниковых системах.
Подобрать решение для пресс-формы, подходящее для Вашей задачи, можно ЗДЕСЬ.