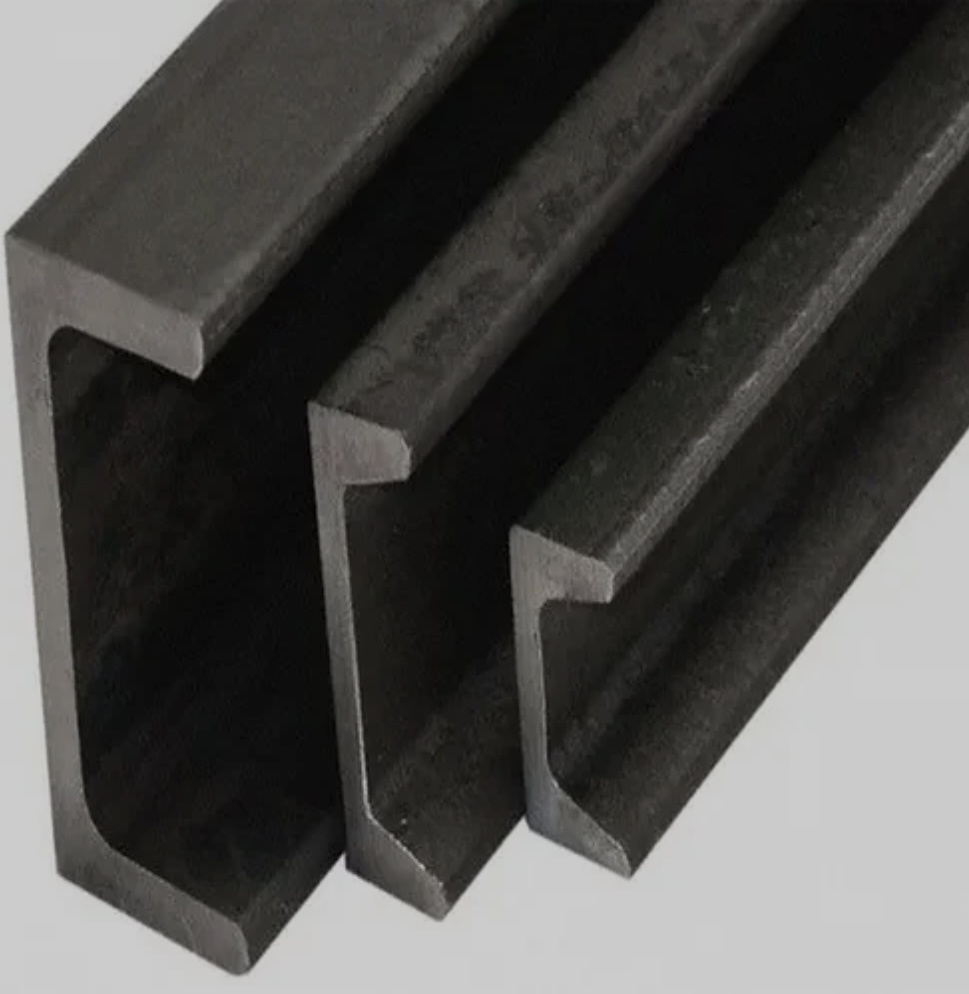
Швеллер (от немецкого Schweller — порог, рельс) — это стандартный профиль из металла (реже — из других материалов), имеющий П-образное поперечное сечение, нашедший широкое применение в строительстве и машиностроении в качестве опорных и несущих элементов конструкций.
Существует две основные технологии производства швеллера, которые можно, условно, назвать «горячая», в основе которой - горячая прокатка, и «холодная», базирующаяся на процессе холодной гибки. Рассмотрим эти технологии подробнее.
Технология производства горячекатаного швеллера
«Горячая» технология, основанная на пластическом деформировании предварительно нагретого до высокой температуры металла для придания ему нужной формы, является более традиционной, сложной и энергоёмкой. Применяется, как правило, на металлургических комбинатах полного цикла, включающего все стадии изготовления металла: от добычи руды до выпуска готового проката.
Полученная в результате плавки, разливки, кристаллизации и резки на мерные длины (от 3 до 12 метров) заготовка — блюм (квадратного сечения) или сляб (прямоугольного сечения) - подаётся в методическую печь (разновидность металлургической проходной печи), где медленно и равномерно нагревается до температуры 1100 — 1200оС. Раскалённая заготовка перемещается на участок горячей прокатки, где в результате многократного пропуска через валки разных клетей (обжимных, черновых, чистовых) она приобретает свои окончательные, точные геометрические размеры. Из одного блюма длиной 12 метров может получится готовая продукция длиной, например, 96 метров. Эта «нить» затем будет разрезана на 8 хлыстов по 12 метров с очень небольшими отходами на торцовку. Если бы блюм был короче, например, 9 метров, то при той же финальной длине «нити» после прокатки - 96 метров, получилось бы нецелое число хлыстов и больше материала ушло бы в обрезь. Вот почему очень важно точно рассчитать длину загружаемого в методическую печь блюма.
После прокатки готовый, ещё горячий, швеллер движется по рольгангу (конвейеру из роликов), медленно охлаждаясь на воздухе, в направлении правильной машины с роликами. После правки длинная «нить» швеллера разрезается, гильотинными ножницами или газовыми резаками, на мерные длины (6, 9 или 12 метров). Готовую продукцию маркируют, укладывают в связки и отправляют на склад.
Технология производства гнутого швеллера
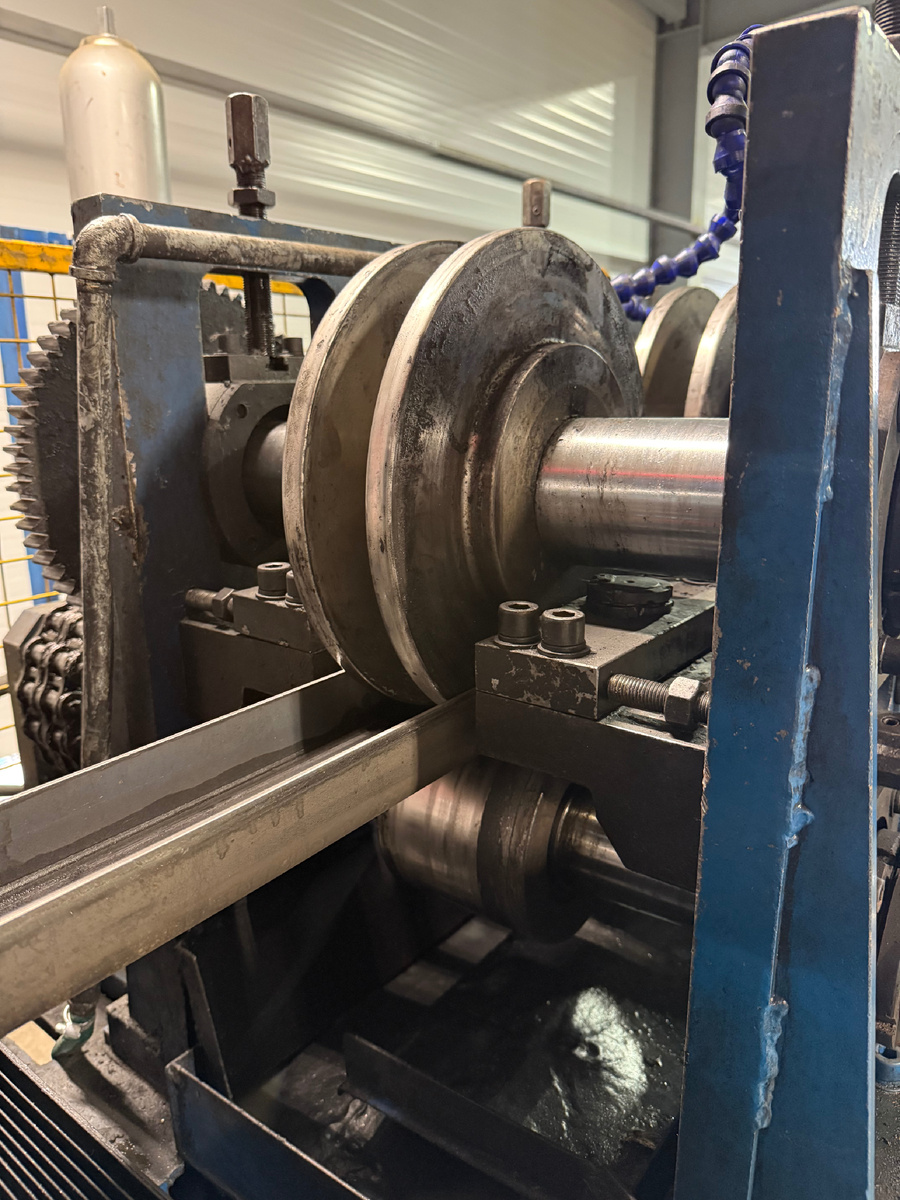
Гнутый швеллер изготавливается методом холодной гибки из рулонной или листовой стали. Полоса металла (штрипс) последовательно проходит через серию клетей (валков), где постепенно, без нагрева, приобретает нужную П-образную форму.
Рулонная сталь (штрипс) требуемой марки устанавливается на разматыватель, который плавно подает металлическую полосу в прокатный стан.
Предварительно, полоса проходит через правильный аппарат, где устраняются все вмятины и деформации, чтобы обеспечить ровную и плоскую подачу. Подготовленная полоса поступает в стан, состоящий из нескольких последовательных пар валков (клетей), где происходит постепенное формирование профиля швеллера - крайние валки формируют полки (загибают края), а центральные валки формируют спинку (основание) профиля и контролируют ширину. На последних клетях происходит окончательная калибровка профиля для достижения точных геометрических размеров и прямых углов. Готовый гнутый профиль движется по рольгангу и когда он достигает заданной длины, срабатывает летучий гильотинный нож или дисковая пила, которая движется синхронно со швеллером, отрезая его без остановки всей линии. Это обеспечивает высокую производительность.
Готовые швеллеры укладываются в пачки, маркируются и упаковываются для отгрузки.
Следует отметить, что в отличие от горячекатаного швеллера, гнутый швеллер можно изготовить из полосы с цинковым или полимерным покрытием. Нанесение покрытия на горячекатаный швеллер возможно только после его изготовления и требует предварительной очистки поверхности от окалины, что делает процесс сложнее и дороже.
Технология производства гнутого швеллера успешно освоена в Промышленном центре обработки металлов «Электроугли» и этому, в ближайшее время, будет посвящена отдельная статья.
Сравнение характеристик горячекатаного и гнутого швеллеров
Заключение
Производство швеллера — это высокотехнологичный процесс, представленный двумя принципиально разными методами: горячей прокаткой и холодной гибкой. Каждая из технологий имеет свои неоспоримые преимущества и четкую область применения, определяемую итоговыми характеристиками продукции.
Горячекатаный швеллер, производимый на металлургических комбинатах, отличается массивностью и способностью выдерживать колоссальные нагрузки. Важнейшая сфера его применения — это строительство и машиностроение, где он служит основой для несущих конструкций: каркасов зданий, мостов, опор, крановых балок и рам тяжелой техники.
Гнутый швеллер, изготавливаемый на профилегибочных станах, напротив, является продуктом более гибкого и экономичного производства. Он обладает повышенной точностью геометрии, чистотой поверхности и возможностью легкого нанесения защитных покрытий. Благодаря упрочнению металла в процессе гибки (наклёпу) он обладает высокой прочностью при относительно малой толщине, что делает его идеальным для легких строительных конструкций (обрешетка, каркасы, стеллажи), а также в качестве элементов в машино- и приборостроении.
Таким образом, вывод заключается не в том, чтобы определить, какая технология лучше, а в том, чтобы правильно выбрать продукт, максимально соответствующий конкретным инженерным задачам. Горячекатаный швеллер — это «силовой каркас» современной инфраструктуры, в то время как гнутый — это универсальный и экономичный конструкционный материал для широкого спектра решений. Понимание принципов производства швеллера позволяет сделать технически грамотный выбор в пользу нужного типа металлопроката.